







 39 / 60
39 / 60

37
ХРАНЕНИЕ И ПЕРЕРАБОТКА СЕЛЬХОЗСЫРЬЯ, № 10, 2012
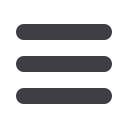
тельность экструдеров с большим наружным ради-
усом шнека (шнек № 1) значительно превышает
производительность экструдеров с меньшей высо-
той витка (шнек №2). Однако с ростом противо-
давления производительность шнека № 1 резко
падает в отличие от производительности шнека
№2. Такой характер РНХ указывает на то, что для
различных условий работы (различных значений
противодавления
Δ
P
) должны быть оптимальные
конструктивные параметры шнека
r
,
R
и
t
, обеспе-
чивающие максимальную производительность экс-
трудера.
На рис. 2 приведена зависимость производитель-
ности экструдеров с различными размерами шнека
(наружного радиуса) при разных значениях проти-
водавления и следующих значениях параметров
шнека:
r
= 0,02 м;
t
= 0,03 м;
L
0
= 0,5 м;
δ
= 0,03 м;
n
= 120 мин
–1
,
μ
= 20 Па·с.
Приведенные зависимости имеют явно выражен-
ный максимум и показывают, что для достижения
максимальной производительности экструдера с
увеличением сопротивления фильеры высоту витков
шнека (
h
=
R
–
r
) необходимо уменьшать.
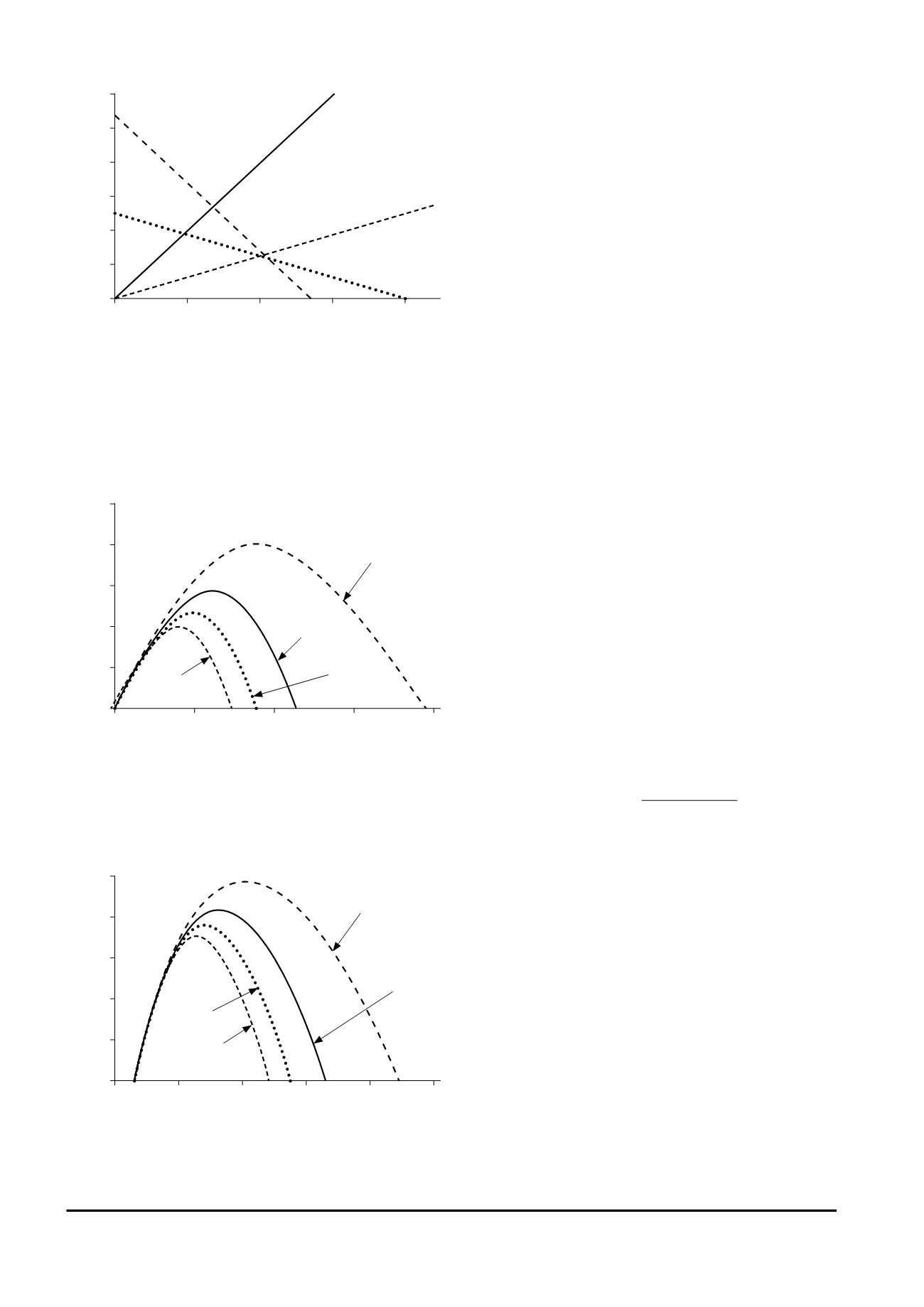
На производительность экструдера оказывает
влияние также шаг витков шнека. На рис. 3 приве-
дена зависимость производительности экструдера от
шага шнека
t
при различных значениях противодав-
ления
Δ
P
. Эти зависимости также имеют явно выра-
женный максимум производительности.
Приведенные зависимости показывают, что для
достижения максимальной производительности
экструдера с увеличением сопротивления фильеры
необходимо уменьшать шаг шнека
t
. Однако при
этом необходимо учитывать предельный минималь-
ный угол наклона витков шнека в градусах, который
определяют по уравнению
180
π
(
r
+
R
)
ϕ
=——— arccos
[
—————————
]
.
(5)
π
√
[
π
(
r
+
R
)]
2
+
t
2
Таким образом, полученные уравнения (1)–(5)
позволяют выбирать конструктивные параметры
формующих насадок для шнека экструдера в зави-
симости от реологических свойств обрабатываемо-
го материала и различных режимов работы экстру-
дера.
Л и т е р а т у р а
1.
Термопластическая
экструзия: научные основы, техно-
логия, оборудование; под ред. А. Н. Богатырева и
В.П. Юрьева. — М.: Ступень, 1994. — 196 с.
2.
Магомедов, Г. О.
Экструзионная технология пищевых
продуктов/Г.О. Магомедов, А.Ф. Брехов, В. Я. Черных,
В.П. Юрьев // Пищевая промышленность. — 2003. —
№12. — С. 10–15.
3.
Коваленок, В.А.
Расчет производительности шнековых
экструдеров / В.А. Коваленок // Хранение и переработ-
ка сельхозсырья. — 2007. — № 4.
600
500
400
300
200
100
0
0
0,5
1,0
1,5
2,0
Q,
кг/ч
Δ
P,
МПа
– –
Производительность, шнек №1
–––
Противоток, шнек №1
- - -
Производительность, шнек №2
••• Противоток, шнек №2
Рис. 1. Расходно-напорные характеристики экструдеров с
шнеками №1 (h = 0,025м) и №2 (h = 0,015м)
Рис. 3. Зависимость производительности экструдеров Q от
шага витка шнека при различных значениях противодавле-
ния
Δ
P
50
40
30
20
10
0
0
0,01
0,02
0,03
0,04
0,05
Q,
кг/ч
t,
м
Δ
P=2,0 МПа
Δ
P=1,6 МПа
Δ
P=1,2 МПа
Δ
P=0,8 МПа
50
40
30
20
10
0
0,020
0,025
0,030
0,035
0,040
Q,
кг/ч
R,
м
Δ
P=2,0 МПа
Δ
P=1,6 МПа
Δ
P=1,2 МПа
Δ
P=0,8 МПа
Рис. 2. Зависимость производительности экструдеров Q от
наружного радиуса шнека при различных значениях противо-
давления
Δ
P
Электронная Научная Сельс оХозяйственная Библиотека