







 34 / 48
34 / 48

32
МасложироваЯ промышленность
№ 5-2014
Особенности подготовки
растительного сырья
для повышения эффективности
экстракционных процессов
пальмовое масло
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ
Целью исследования было прове-
дение поиска источников ингибирова-
ния ММР, как средства предотвраще-
ния разрушения матрикса дермиса,
а также возможности одновременно-
го введения каротиноидов и токофе-
ролов. Объектом исследования была
технология экстракции из раститель-
ного сырья. К исследованию была
взята методология получения экс-
трактов из низкомасличного сырья,
разработанная в работах Кислухи-
ной О.В., Соболевой К.Ю., для полу-
чения экстрактов обогащенных каро-
тиноидами и токоферолами. (1,2).
Совместно с ГНУ ВНИИПБТ Рос-
сельхозакадемии и ООО «Фарм-Инк»
проведена работа по экструзии ли-
стьев ежевики, с целью обеспечения
глубокой деструкции биополимеров
сырья, для повышения его доступно-
сти при экстракции. Влияние режим-
ных параметров на степень перера-
ботки листьев ежевики исследовали
методами ортогонального компози-
ционного планирования, апробиро-
ванными в работах Полякова В. А.,
Шарикова А. Ю (3,4).для спиртовой
промышленности при подготовке
зернового сырья. В качестве управ-
ляющих факторов математической
модели были выбраны суммарное
влагосодержание перерабатываемо-
го сырья, состоящего из собственной
влажности последнего и дополни-
тельной влаги, переданной в камеру
экструдера дозатором воды, а также
скорость вращения шнеков экструзи-
онной машины, определяющей сдви-
говые деформации в рабочей камере
установки. При этом конструктивные
параметры рабочих органов, конфи-
гурация шнеков и типоразмер фильер
матрицы, а также производительность
установки оставались постоянными.
Критерием качества получаемо-
го субстрата являлись содержание
сухих веществ в фильтрате 20% во-
дной суспензии при температуре
25 °С после 30 минутного настаи-
вания. Также в качестве выходного
контролирующего параметра рас-
сматривалось значение удельного
расхода электроэнергии на перера-
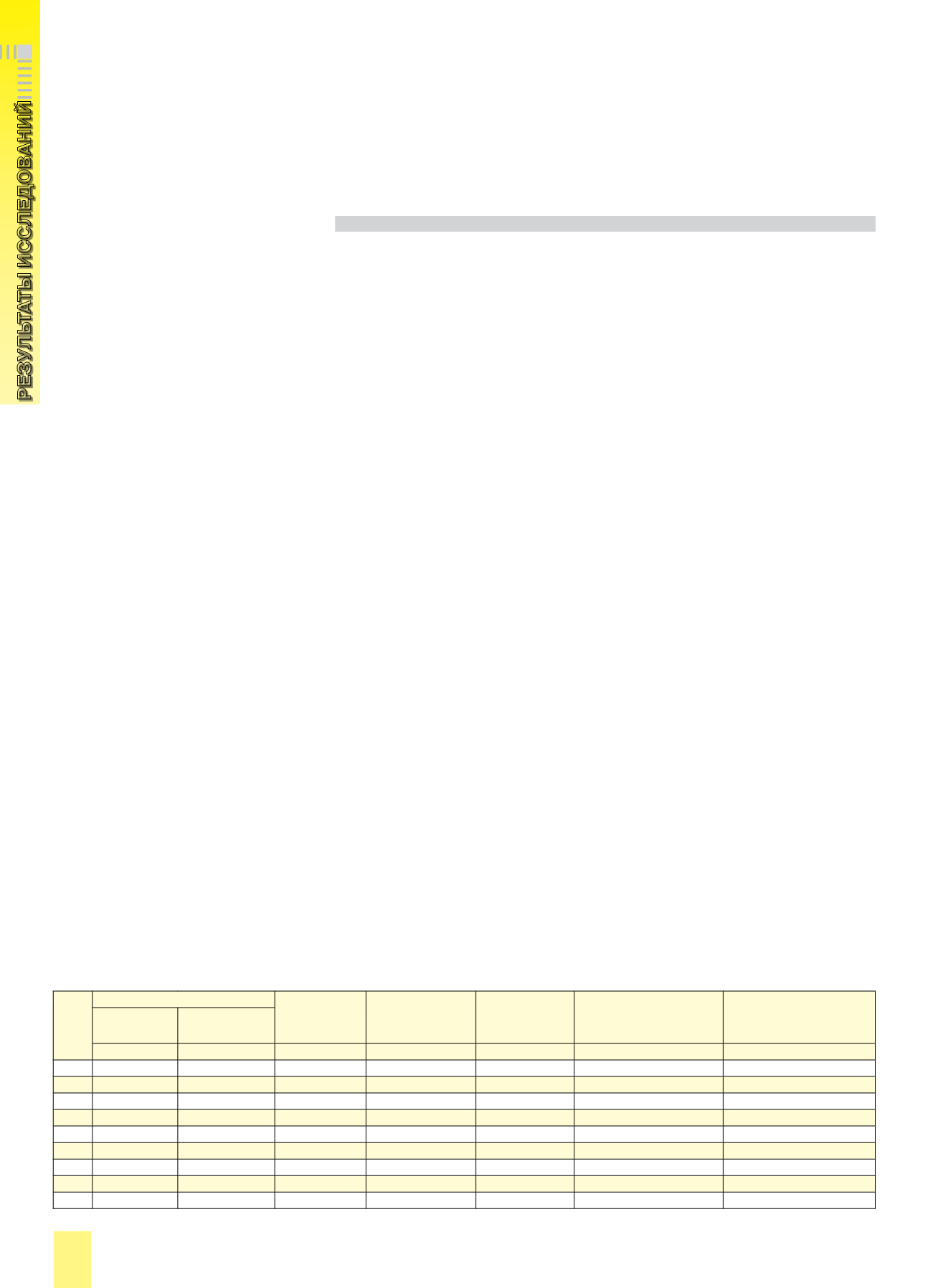
ботку сырья. Анализ данных, харак-
теризующих технические показатели
процесса экструзии и его энергопо-
требления, представленных в таб. 1.
Доказано, что увеличение скоро-
сти вращения шнеков и уменьшение
влагосодержания в сырье приводит
к ужесточению и интенсификации
режима термомеханической пере-
работки листьев ежевики. Об этом
свидетельствует усиление нагрузки
на электропривод экструзионной
машины, также наблюдается рост
температуры и давления в экструзи-
онной камере. Так температура уве-
личивается с 45 до 65 °С, давление
с 3,5 до 8,5 МПа, крутящий момент
на валу с 30 до 56%. На основании
проведенных работ получены адек-
ватные математические уравнения:
Выход СВ в фильтрат 20% су-
спензии —
R
s
, %:
R
s
= 40,32 + 0,18n+0,29w-0,001n
2
–
–0,0225
w
2
.
Удельный расход электроэнергии
— Eуд, кВт час/кг.
E
уд
=0,18345+0,00087
n –
0,02304
w
–
–0,000001
n
2
+0,00038
w
2
, где
n
- скорость вращения шнеков
экспериментальной экструзионной
установки, об/мин;
w
- влагосодержание в зоне тер-
момеханической декструкции, %.
Характер изменения нагрузки
на электропривод экструдера пока-
зывает, что определяющим фактором
происходящих изменений является
влагосодержание растительного сы-
рья. Нелинейный характер функции вы-
хода СВ дает незначительную кривизну
поверхности отклика, что делает неце-
лесообразным оптимизацию параме-
тров экструзии в заданном диапазоне.
Учитывая значительные стоимости
электроэнергии и сырья, выбор эффек-
тивного режима работы должен быть
сделан исходя из экономической це-
лесообразности. Нами выбран режим
предподготовки сырья№7 табл. 1.
Исследованием по наличию ин-
гибитора ММР в экстракте, полу-
В. А. Тимофеев,
К. Г. Восканян,
Т. А. Шакер
ФГБОУ ВПО «Московский государственный
университет технологий и управления им.
К.Г. Разумовского», ООО «Фарм-Инк»
№
п/п
Режимные параметры
Температура
Давление
Крутящиймо-
мент на валу
Удельный расход
электроэнергии
Содержание СВ
в фильтрате
20 % суспензии
Влаго-
содержание
Скорость вра-
щения шнеков
%
об/мин
0 С МПа
%
кВт ч/кг
%
1
10
170
60
8,5
56
0,1569
68,9
2
10
220
62
6,3
51
0,1677
69,1
3
10
270
65
4,8
45
0,1824
69,9
4
15
170
48
5,8
42
0,1031
65,4
5
15
220
48
5,0
38
0,1224
65,5
6
15
270
52
4,0
34
0,1354
65,5
7
20
170
45
4,5
33
0,0788
63,7
8
20
220
47
4,0
31
0,0980
64,2
9
20
270
48
3,5
30
0,1097
64,6
Таблица 1
Режимы экструзии и технологические показатели экструдатов
УДК 634.717
Электронная Научная СельскоХозяйственная Библиотека