







 36 / 48
36 / 48

34
МасложироваЯ промышленность
№ 5-2014
пальмовое масло
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ
Разработка эффективной техноло-
гии получения салатных масел из сме-
си растительных масел требует при-
менения современных методов опти-
мизации технологических процессов,
основанных на использовании их мате-
матических моделей [1].
Планирование эксперимента при низ-
котемпературном фракционировании
смеси растительных масел позволяет
выявить её оптимальные технологиче-
ские режимы за счет проведения мини-
мального количества опытов [2]. Нами
на основе полного факторного экспе-
римента (ПФЭ) –2
n
–1
–1 с дробной (1/2)
репликой проведены опыты по выбору
оптимальных режимов [3]. При этомв ка-
честве переменных факторов выбраны:
Х
1
— температура процесса фракцио-
нирования, °С;
Х
2
— время фракциони-
рования, ч;
Х
3
— количество добавки, %.
В табл. 1 представлены уровни варьиро-
вания переменныхфакторов
Х
1
—
Х
3
.
В качестве критериев оптимизации
выбраны:
У
1
— время прозрачности са-
латного масла при 0°С, ч, и йодное чис-
ло салатного масла, г J
2
/100 г.
Экспериментальные данные получа-
ли на опытно-промышленной установ-
ке в ОАО «Тошкент ёг-мой комбинати»
присоблюденииправилстатистическо-
го сбора информации непосредствен-
но с объекта наблюдения при поддер-
УДК 665.1
Математическое
моделирование
процесса фракционирования
хлопкового и соевого масла
А. Т. Олтиев
Бухарский инженерно-
технологический институт
Параметр
Обо-
значе-
ние
Ед.
из-
мере-
ния
Уровни
варьи-
рования
ниж-
ний
(–)
верх-
ний
(+)
Темпе-
ратура
фракцио-
нирования
Х
1
°С
7
11
Время
фракцио-
нирования
Х
2
ч
24
48
Расход
добавки
Х
3
% 1,0 2,0
Таблица 1
Уровни варьирования переменных факторов
Х
1
–
Х
3
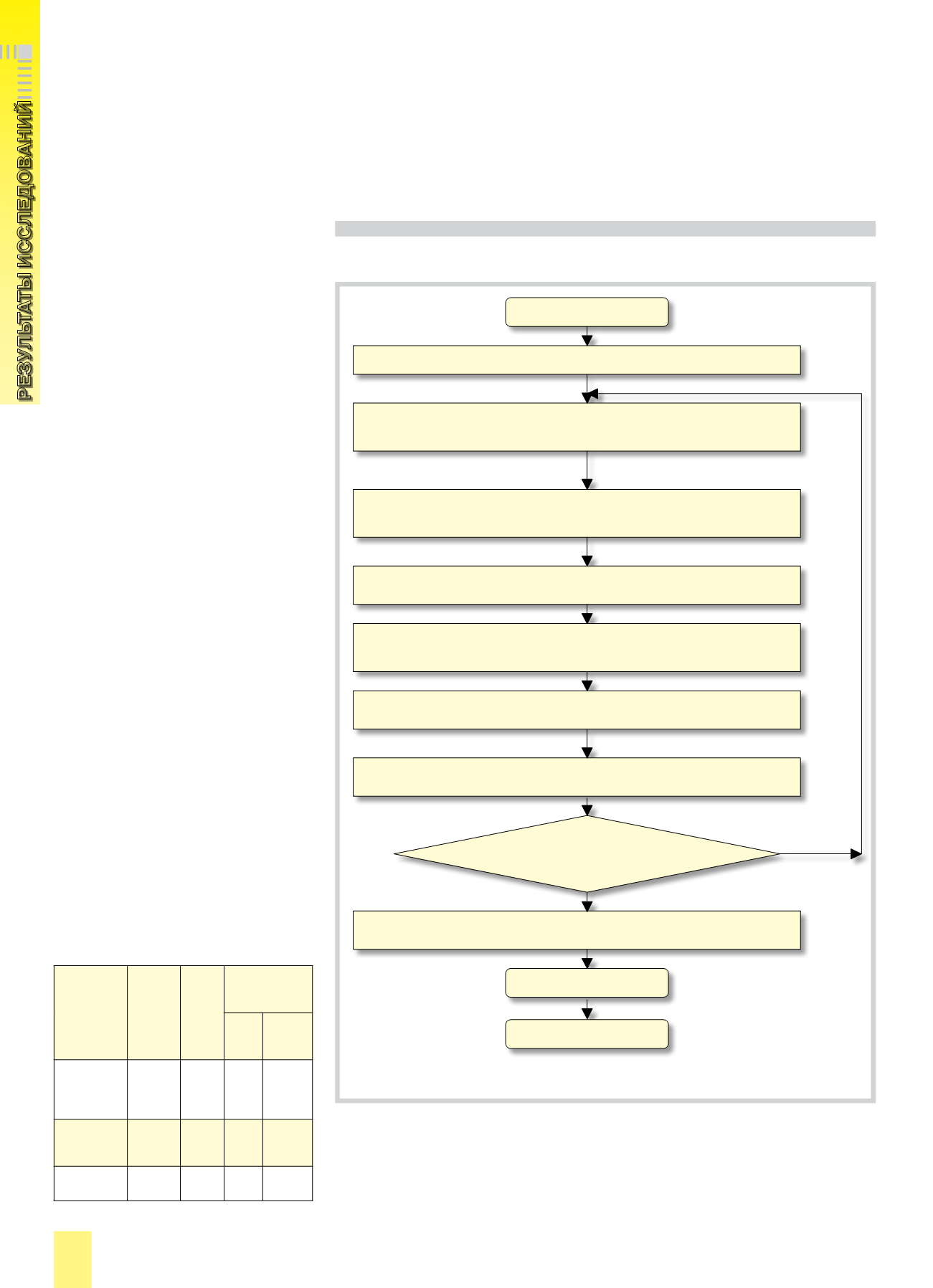
Начало
Ввод исходных данных:
X
ji
,
У
ji
,
P
ji
,
£
j
,
F
табл
.
j
,
i
,
n
,…….
Начальная выборка параметров математических моделей ТСП П и ПХМ
Расчет параметров моделей:
Х
2
ji
;
∑
Х
2
ji
;
∑
Х
ji
;
∑
(
Х
ji
–
Х
j i
+1
)
2
i
= 1
÷
n
;
х
ji
= 1/
n
∑
Х
ji
; R
2
ej
; R
2
mj
; R
2
xij
; j,i = 1/
n
- 1[
∑
Х
2
ji
–1/
n
(
∑
Х
ji
)
2
]
Стандартизация переменных:
Х
0
ji
=
Х
ji
–
Х
ji
/
τ
ji
Вычисление коэффициентов:
δ
2
j
=
∑
(
У
ji
–
G
ji
)
2
/
n
j
–
p
j
–1 ;
b
oj
=
∑
У
ji
∑
Х
ji
1 –
∑
Х
ji
1
∑
У
ji
/
n
(
∑
Х
ji
1
)
2
;
b
ji
=
n
∑
Х
ji
У
ji
–
∑
Х
ji
∑
У
ji
/
n
(
∑
Х
ji
1
)
2
Вычисление критериев Кохрена и Стьюдента
Расчет критерия Фишера:
Z
j
=
∑
(
У
ji
–
У
j
)
2
/
P
j
b
j
2
Сравнение
F
расч.
<<
F
табл.
Печать:
b
o
j
,
b
ji
,
F
j
,
R
e,j
R
mj
,
R
2
xji
,…..
СТОП
КОНЕЦ
Алгоритм расчета математических моделей процесса фракционирования салатного масла
жании режимов, установленных в тех-
нологическом регламенте [4].
При получении данных мы пытались
накапливать информацию при нор-
мальном функционировании техно-
логической линии фракционирования
смеси хлопкового и соевого масел.
Учет специфических особенностей
данной линии и длительность лабора-
торных анализов дали основание вы-
Элект онная Научная СельскоХозяйственная Библиотека