







 22 / 64
22 / 64

В
иноделие
и
иноградарство
5/2012
20
виноделие
или яблочного сусла с использовани
ем дрожжей расы
Примаром
до содер
жания остаточных сахаров не более
3 г/дм
3
. Расход охлаждающей воды
регулировали таким образом, чтобы
обеспечить температуру дистиллята на
выходе не более 20 °С. Отбор головной
фракции составлял 3–5%абсолютного
алкоголя залитого в куб виноматериа
ла, температура по электронному тер
мометру 76...80 °С. Основнуюфракцию
отбирали при температуре в пределах
80...90 °С. Выше 90 °Споявлялись силь
ные тона хвостовых фракций. При от
боре основной фракции определяли
концентрацию этилового спирта в ней
и рассчитывали производительность
процесса.
Полученные при экспериментах
продукты ректификации подверга
ли химическому анализу на соответ
ствие требованиям ГОСТ Р 51279–99
«Дистиллят плодовый. Технические
условия»
(см. таблицу, химические по
казатели для сливовых дистиллятов,
полученных одно- и двукратной пере
гонкой-ректификацией).
Органолептическая оценка об
разцов показала, что при двукратной
перегонке сливовый тон в аромате вы
ражен лучше.
Одна из экспериментальных задач,
поставленных нами,
— исследование
влияния на качество дистиллята на
чальнойконцентрации этанола вподле
жащем ректификации виноматериале.
Из теории ректификации известно, что
начальная концентрация спирта влияет
на величину константы ректификации
примесей, а значит, и на конечный со
став дистиллята. Для изучения степени
этого влияния получены виноматериа
лыс содержаниемэтанола 5,6%об., 11,2
и 13,15 %об. из яблочного концентри
рованного сока. Повышенная концент
рация виноматериала достигалась с ис
пользованиемотходов свеклосахарного
производства. Согласно полученным
результатам анализов с повышением
исходной концентрации этанола сни
жается общее содержание сложных
эфиров.
Важнейший параметр любого про-
цесса
— его эффективность; в данном
случае это разделительная или укреп
ляющая способность установки РУМ.
Оценивали ее путем определения так
называемой
дистиллирующей способ-
ности ректификационной колонны
.
Установлено, что отношение абсолют
ного количества высших спиртов, лету
чих кислот и этилового спирта средней
фракции (плодовые спирты) к абсо
лютному количеству этих же веществ
исходного виноматериала составляет
соответственно 0,7–0,82; 0,02–0,35;
0,75–0,85. Эти показатели стабильны
при дистилляции виноматериалов, со
ответствующих требованиямосновных
правил при производстве коньяка [2].
В наших экспериментах эти значе
ния получены равными 0,75; 0,029 и
0,85–0,9. Для классического (шарант
ского) способа перегонки последний
показатель равен 0,75–0,8. Таким об
разом,
доказана высокая дистиллирую
щая способность установки РУМ
.
Другой способ оценки эффектив
ности — количество ступеней измене
ния концентрации по высоте колонны,
определяемое так называемым числом
теоретических тарелок
n
т
, которое тре
буется для увеличения концентрации
НКК от начальной до требуемой кон
центрации дистиллята.
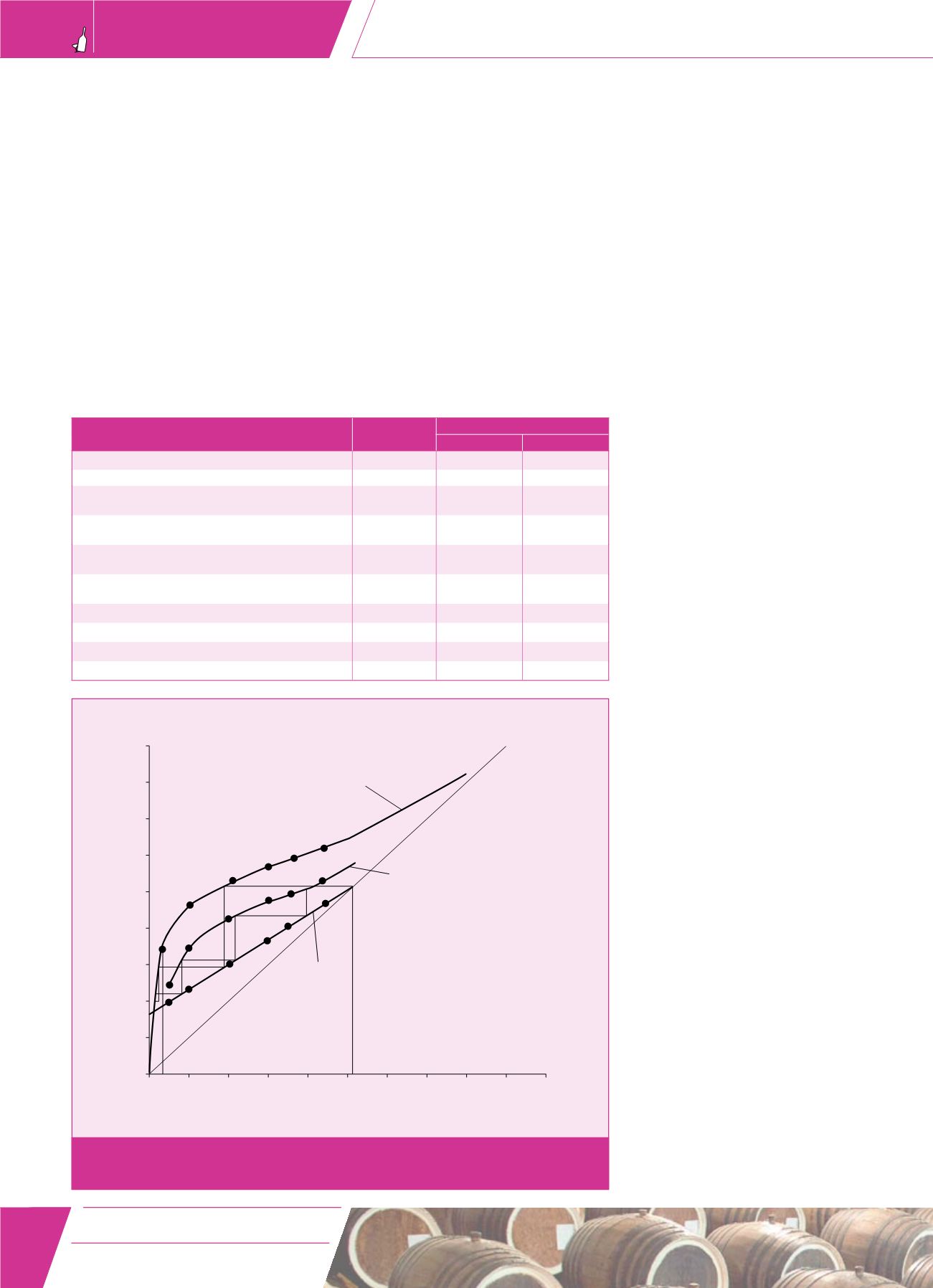
В выполненном нами графиче
ском построении для расчета числа
n
т
, известного из учебной литерату
ры, совмещены кривые равновесия
этанол — вода
(линия
1
) и рабочая
линия колонны (
2
) (рис. 2). Предпо
лагается получение дистиллята кон
центрацией 80 %об. = 51,6 %моль из
исходного плодового виноматериала
10 %об. = 3,28 %моль. Флегмовое
число принято равным 2. Число тео
ретических тарелок
n
т
найдено как ко
личество ступенек между равновесной
и рабочей линией (
n
т
= 1,9).
Показатель
ГОСТ Р
51279–99
Перегонка
однократная двукратная
Объемная доля этилового спирта, %
60,0–86,0
84
85
Массовая концентрация:
высшие спирты в пересчете на изоамиловый спирт,
мг/100 см
3
безводного спирта
100–450
320
410
альдегиды в пересчете на уксусный альдегид,
мг/100 см
3
безводного спирта
Не более 80
3,5
3,5
средние эфиры в пересчете на уксусно-этиловый эфир,
мг/100 дм
3
безводного спирта
30–200
40
45
летучие кислоты в пересчете на уксусную кислоту,
мг/100 см
3
безводного спирта
Не более 80
50
57
фурфурол, мг/100 см
3
безводного спирта
Не более 3,0
0,4
0,2
железо, мг/дм
3
Не более 1,5 Не обнаружено Не обнаружено
общая сернистая кислота, мг/дм
3
Не более 45
25
16
метиловый спирт, г/дм
3
Не более 2,0
0,65
0,80
90
80
70
60
50
40
30
20
10
0
0
1
40
А
2
B
2
C
2
20
3
60
А
4
B
4
C
4
80
А
6
B
6
C
6
10
2
50
А
3
B
3
C
3
30
А
1
B
1
C
1
70
А
5
B
5
C
5
90
x
n
x
n
100
y
, %моль
x
, %моль
Рис. 2. Расчет числа теоретических тарелок и действительных ступеней изменения концентрации спиртов
в ректификационной колонне:
y
— состав пара,
х
— состав жидкой фазы, % моль
Электронная Научная СельскоХозяйственная Библиотека