







 192 / 508
192 / 508

нистой табачной массы в виде рыхлой ленты происходит в вертикальной загрузочной шахте, в
которую табак поступает от накопителя дозатора агрегата. Затем эта лента уплотняется ленточ
ным прессом при движении прессовых лент, установленных под углом друг к другу, образуя
сужающийся прессовый канал. Плотная табачная масса, выходя из канала, счесывается гребен-
чатым барабаном. Рыхлая табачная масса после такого дозирования поступает на лопасти быст-
ровращающегося барабана, которые разгоняют частицы табака. В результате тяжелые частицы
(в основном жилка) имеют траекторию движения отличную от легких частиц, отделяются из
общей массы. Волокно, очищенное от жилки, поступает в вертикальный канал для формирова
ния жгута. Табачная масса перемещается в пресса двумя дугообразными качающимися уплот
нителями для отделения и уплотнения порции жгута перед подачей его в гильзу папиросы.
Перечисленные технологические этапы процесса формирования табачного жгута с одно
временным отделением жилки обеспечивают с минимальными потерями сырья получение па
пирос, набивка которых не уступает по качеству набивки сигареты.
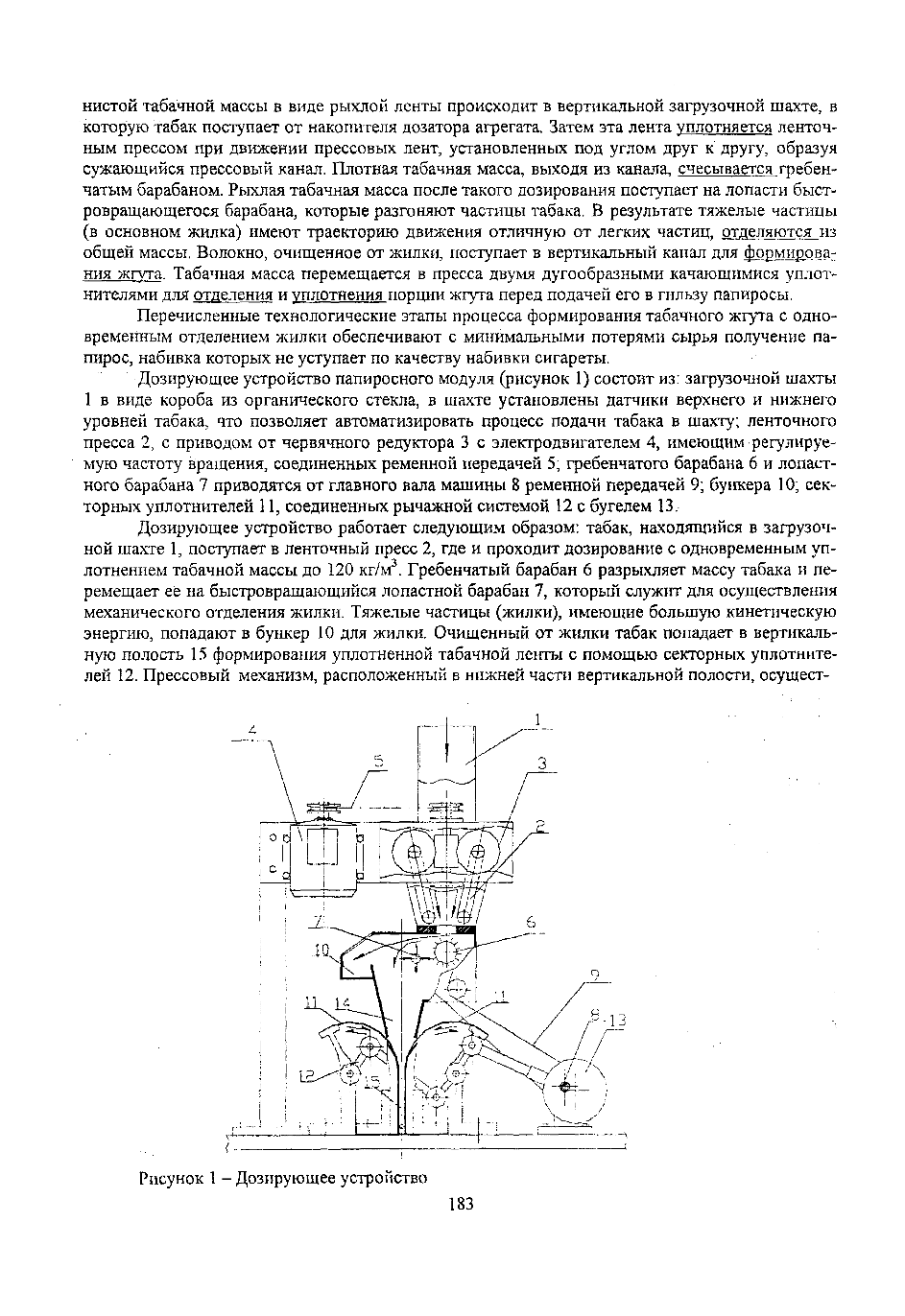
Дозирующее устройство папиросного модуля (рисунок 1) состоит из: загрузочной шахты
1 в виде короба из органического стекла, в шахте установлены датчики верхнего и нижнего
уровней табака, что позволяет автоматизировать процесс подачи табака в шахту; ленточного
пресса 2, с приводом от червячного редуктора 3 с электродвигателем 4, имеющим регулируе
мую частоту вращения, соединенных ременной передачей 5; гребенчатого барабана 6 и лопаст
ного барабана 7 приводятся от главного вала машины 8 ременной передачей 9; бункера 10; сек
торных уплотнителей 11, соединенных рычажной системой 12 с бугелем 13.
Дозирующее устройство работает следующим образом: табак, находящийся в загрузоч
ной шахте 1, поступает в ленточный пресс 2, где и проходит дозирование с одновременным уп
лотнением табачной массы до 120 кг/м3. Гребенчатый барабан 6 разрыхляет массу табака и пе
ремещает ее на быстровращающийся лопастной барабан 7, который служит для осуществления
механического отделения жилки. Тяжелые частицы (жилки), имеющие большую кинетическую
энергию, попадают в бункер 10 для жилки. Очищенный от жилки табак попадает в вертикаль
ную полость 15 формирования уплотненной табачной ленты с помощью секторных уплотните
лей 12. Прессовый механизм, расположенный в нижней части вертикальной полости, осущест-
Рисунок 1 - Дозирующее устройство
183
Научная электронная библиотека ЦНСХБ