







 14 / 68
14 / 68

12
ПИЩЕВАЯ ПРОМЫШЛЕННОСТЬ
7/2014
В ФОКУСЕ – КАЧЕСТВО ПРОДУКЦИИ
ТЕМА НОМЕРА
ГОСТ Р ИСО 22000 в технологии
ферментированных молочных
продуктов:
управление качеством
и безопасностью
УДК 658.51:637.146
Проблема обеспечения безопасно"
сти и качества продукции на пред"
приятиях пищевой промышленности
становится все более актуальной. К
сожалению, на предприятиях зачас"
тую не всегда возможно обеспечить
безусловную безопасность пищевых
продуктов из"за отсутствия совре"
менной системы контроля качества и
безопасности продовольственного
сырья и пищевой продукции.
Нововведения в производстве и
при хранении пищевых продуктов, с
одной стороны, позволяют расши"
рить ассортимент продукции, увели"
чить сроки ее хранения и полнее
удовлетворить требования потреби"
теля, с другой – формируют новые,
опасные для здоровья человека фак"
торы. Поэтому сегодня становится
особенно актуальной проблема
обеспечения стабильности каче"
Н.А. Смирнова
, канд. техн. наук,
О.В. Бессонова
, канд. техн. наук
Омский государственный аграрный университет имени П.А. Столыпина
ственных характеристик продуктов,
включая показатели безопасности.
Проблема решается путем внедре"
ния на предприятии системы менед"
жмента на основе принципов ХАССП
[1].
Исследования в этом направлении
приобретают все большую значи"
мость, учитывая возрастающую кон"
куренцию на рынке пищевых продук"
тов, в том числе молочных, и потре"
бительские предпочтения населения.
В международной практике наи"
более признанным документом в об"
ласти обеспечения безопасности пи"
щевых продуктов является ISO
22000:2005 «Системы менеджмента
безопасности пищевых продуктов.
Требования к любым организациям
в продуктовой цепи», который объе"
динил в себе 7 принципов ХАССП и
прикладные этапы, разработанные
Комиссией Кодекс Алиментариус.
Его цель – глобальная гармонизация
способов управления безопасностью
пищевых продуктов.
Данный стандарт определяет тре"
бования к системам менеджмента
безопасности пищевой продукции
(далее СМБПП), включающим клю"
чевые элементы для обеспечения бе"
зопасности по всей продуктовой
цепи до конечного потребления:
диалоговый обмен информацией;
системный менеджмент; предвари"
тельно необходимые программы;
принципы ХАССП. Наиболее слож"
ные этапы при разработке СМБПП –
составление блок"схемы производ"
ственного процесса и выявление
критических контрольных точек (да"
лее ККТ).
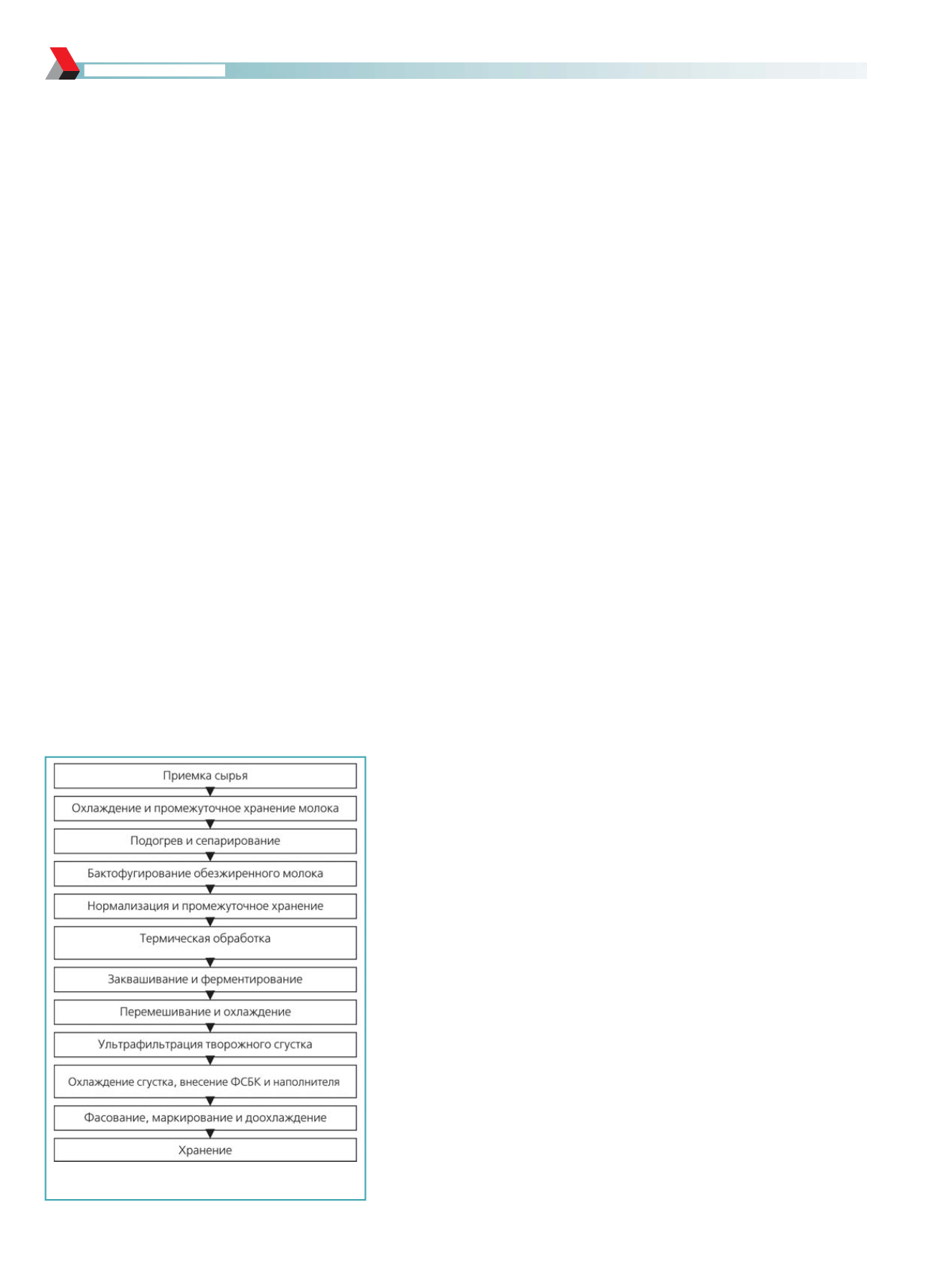
Исходя из вышеизложенного, на
первом этапе исследований была
разработана блок"схема производ"
ства творожного биопродукта, обога"
щенного ферментированным сливоч"
ным биокорректором, на ООО «Ман"
рос"М», филиале ОАО «Вимм"Билль"
Данн» (г. Омск) (см. рисунок).
Применение биокорректора по"
зволяет формировать пробиотичес"
кие свойства, органолептические по"
казатели, а также оптимизировать
состав творожного биопродукта.
Разработанные биокорректор и тво"
рожный биопродукт с его использо"
ванием являются продуктами корре"
гирующего действия, которые мож"
но рекомендовать как для массово"
го, так и для специального питания
[2 – 5].
Необходимо отметить, что сущность
системы СМПББ состоит в том, что лю"
бые риски, связанные с безопаснос"
тью пищевой продукции, должны
быть либо исключены, либо макси"
мально снижены. Это достигается за
счет постоянного контроля, способно"
сти предприятия предвидеть и пре"
дотвращать возможные опасности. В
результате чего на следующем этапе
был проведен анализ рисков с учетом
вероятности появления опасных фак"
торов и значимости их последствий,
что в совокупности определяет безо"
пасность биопродукта.
После составления списка всех
опасных факторов, которые с неко"
торой долей вероятности могут по"
явиться на каждой стадии производ"
ства объекта исследования, дана
оценка вероятности реализации
каждого опасного фактора и тяжести
последствий. Для определения зна"
чимости потенциальной опасности
использовали структурированный
подход, применяя метод анализа
рисков по качественной диаграмме,
представляющей собой график зави"
симости вероятности реализации
опасного фактора от тяжести по"
следствий. В соответствии с получен"
ными результатами по каждому фак"
тору определялась степень его учи"
тываемости для выявления ККТ.
Степень учитываемости также оце"
нивалась в соответствии с каче"
ственной диаграммой по ГОСТ Р
51705.1. По результатам анализа рис"
ка составлен перечень учитываемых
факторов, при которых риск превы"
шает допустимый уровень. В связи с
тем что на молочном предприятии
существует комплексная автоматиза"
ция всех участков и отделений, обес"
печивающая «прозрачность», управ"
ляемость технологическими процес"
сами и минимизацию возможности
влияния человеческого фактора на
них, физические опасности, на осно"
вании их анализа, не были включе"
ны в круг рассматриваемых опасных
факторов и рисков.
Под ККТ понимают место проведе"
ния контроля для идентификации
опасного фактора и (или) управле"
ния риском. Точкой может быть лю"
бой этап технологического процесса
производства, на котором появление
опасности может быть либо предот"
вращено, уничтожено, либо умень"
шено до приемлемого уровня. При
Блок"схема процесса производства творожного
биопродукта
Электронная Научная СельскоХозяйственная Библиотека