






 9 / 48
9 / 48

КОНДИТЕРСКОЕ ПРОИЗВОДСТВО
•
3/2015
7
THEME OF THE ISSUE:
ALL ABOUT CHOCOLATE AND CHOCOLATE PRODUCTS
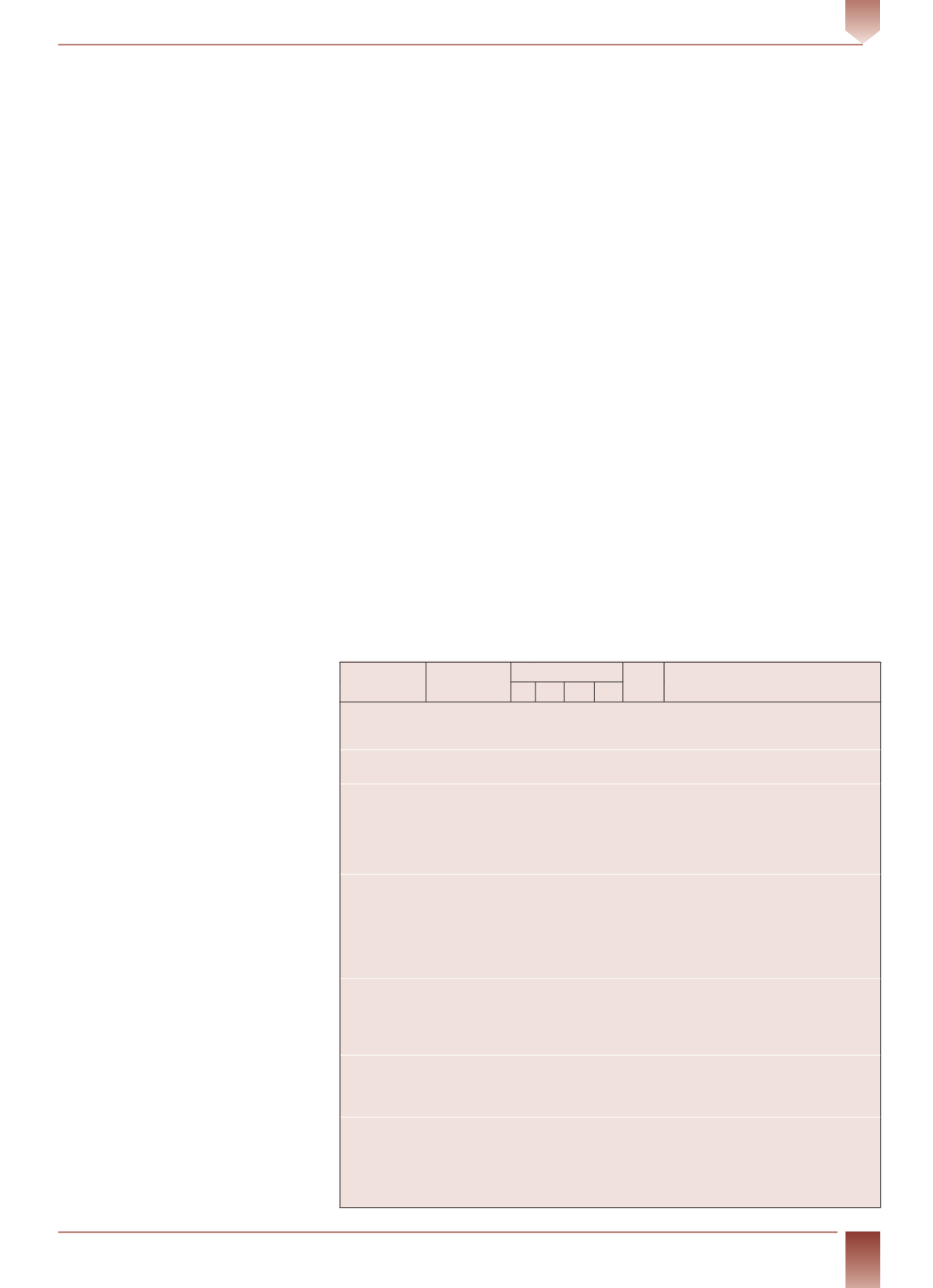
Определение критических контрольных точек при производстве шоколадных конфет
«Птичье молоко»
Процесс,
Вид опас-
ности
Вопросы
ККТ
Заметки
1 2 3 4
Подготовка
оборудования
к работе:
Химическая Да Да Нет Нет ККТ1 Необходимо осуществлять контроль
остатков моющих средств
Хранение
сырья
Микробиоло-
гическая Да Да Нет Нет ККТ2 При несоблюдении режимов хранения
возможно развитие микроорганизмов
Подготовка
сырья и
материалов к
производству
Физическая
Микробиоло-
гическая
Да
Да
Да
Да
Нет
Нет
Нет
Нет
ККТ3
ККТ4
Необходимо своевременно обслу-
живать оборудование, следить за
исправностью сит и улавливателем
металла
Загрязненная тара и оборудование
могут привести к обсеменению сырья
Получение
сбивной
конфетной
массы
Физическая
Микробиоло-
гическая
Да
Да
Да
Да
Нет
Нет
Нет
Нет
ККТ5
ККТ 6
При интенсивном взбивании возможно
попадание в смесь металлических
включений от оборудования (в связи с
наличием старого оборудования).
Возможно попадание в смесь посто-
ронней микрофлоры от загрязненного
оборудования, тары
Формование
пластов
Микробиоло-
гическая
Физическая
Да
Да
Да
Да
Нет
Нет
Нет
Нет
ККТ7
ККТ8
Увеличение продолжительности
студнеобразования может привести к
развитию посторонней микрофлоры
В период студнеобразования возможно
попадание посторонних предметов
Получение
корпусов
Химическая Да Да – – ККТ9
Пласты режут на струнно-резальной
машине, поэтому есть вероятность по-
падания в корпуса остатков смазочных
материалов
Глазирование
корпусов
Химическая Да Да Нет Нет ККТ10
Необходимо своевременно обслу-
живать оборудование, следить за
исправностью сит и улавливателем
металла, так как в шоколадную глазурь
могут попасть металлопримеси, остат-
ки смазочных материалов
Кроме того, каждый специалист в пи-
щевой сфере знает, что с 1 июля 2013 г.
для российских пищевых предприятий
разработка, внедрение и поддержка си-
стемы ХАССП становятся обязательными
в соответствии с едиными принципами и
правилами технического регулирования
на территории государств Таможенного
cоюза, в том числе РФ [4].
В связи с этим цель работы – примене-
ние элементов системы ХАССП на данном
предприятии, что актуально на сегодняш-
ний день.
Опыт работы на кондитерской фабри-
ке ЗАО «Амта» и теоретические знания
методологии данной системы позволили
авторам применить элементы ХАССП при
производстве шоколадных конфет «Птичье
молоко».
На первом этапе работы собрали
данные о готовой продукции и построили
блок-схему технологии ее изготовления.
Далее один из важнейших этапов раз-
работки системы ХАССП – определение
критических контрольных точек (ККТ).
Критическая контрольная точка – этап или
процедура, где необходим контроль для
того, чтобы предотвратить, устранить или
уменьшить опасность до приемлемого
уровня.
После тщательного анализа опасно-
стей всех видов для определения ККТ при-
менили метод «дерево принятия решений»,
суть которого заключается в ответах на
четыре вопроса для выявления необходи-
мых условий включения рассматриваемой
операции в перечень ККТ:
1. Существует ли в данной точке вероят-
ность отклонения параметров процесса
или показателей качества изделий от до-
пустимого уровня?
2. Приведет ли дополнительное увеличе-
ние (снижение) параметра или показателя
на этом этапе к увеличению степени риска
ухудшения качества?
3. Возможно ли за счет совершенство-
вания технологии анализируемого этапа
процесса снизить или предотвратить
риск ухудшения качества готового про-
дукта?
4. Возможно ли на последующих этапах
производственного процесса снизить или
исключить этот риск?
Этап (операция) следует отнести к ККТ,
если на эти вопросы будут получены от-
веты «да-да-нет-нет». При получении других
комбинаций ответов для принятия обос-
нованного решения может понадобиться
дополнительная информация [5].
При проведении анализа опасностей
всех видов определили 32 ККТ. В практике
разработки системы ХАССП рекоменду-
ется объединять ККТ по такому правилу:
ККТ объединяют, если их контролирует
один и тот же человек и они относятся к
одной и той же операции. Таким образом,
после объединения исходных ККТ, получи-
ли 10 объединенных ККТ (см. таблицу).
Определили десять ККТ технологиче-
ского процесса производства шоколад-
ных конфет «Птичье молоко» на базе ЗАО
«Амта».
Следующий этап работы посвящен
анализу опасных факторов по диаграмме
качества для выявления из перечня ККТ наи-
более значимых.
С учетом всех допустимых источни-
ков информации и практического опыта
определили: вероятность реализации
опасного фактора, исходя из четырех воз-
можных вариантов оценки – практически
равна нулю, незначительная, значительная
и высокая; тяжесть последствий от реа-
лизации опасного фактора, базируясь на
четырех возможных вариантах оценки –
легкое, средней тяжести, тяжелое, крити-
ческое [6].
Строили границу допустимого риска на
диаграмме качества с координатами: ве-
роятность реализации опасного фактора –
тяжесть последствий, если точка лежит на
границе или выше нее – фактор учитывали,
если ниже – не учитывали.
Полученные результаты отражены на
рисунке.
При анализе рисков возникновения
опасных факторов с применением диа-
граммы качества при производстве шоко-
ладных конфет «Птичье молоко» определи-
ли шесть наиболее значимых критических
контрольных точек: ККТ 1, ККТ 4, ККТ 5, ККТ 6,
ККТ 9, ККТ 10.
В производственной цепи опасности
возникают при таких операциях, как са-
нитарное обслуживание оборудования,
хранение сырья, получение пластов и гла-
зирование корпусов.
Электронная Научная СельскоХозяй твенная Библиотека