






 10 / 48
10 / 48

КОНДИТЕРСКОЕ ПРОИЗВОДСТВО
•
5/2012
8
ТЕМА НОМЕРА.
СОВРЕМЕННЫЕ ТЕХНИКА И ТЕХНОЛОГИИ
Способ производства глазури
с заданными показателями качества
УДК 663.918.1.002.237
Н.В. ЛИНОВСКАЯ
, канд. техн. наук
Л.И. РЫСЕВА
ГНУ НИИ кондитерской промышленности Россельхозакадемии
Особенность современного этапа раз-
вития пищевой промышленности РФ – раз-
работка прогрессивных способов произ-
водства, усиление конкурентной борьбы
и насыщение внутреннего рынка кондитер-
скими изделиями высокого качества.
Несомненный интерес представляет
производство глазированных кондитер-
ских изделий: карамель, конфеты, пастила,
зефир, печенье, вафли, торты. В 2011 г. всту-
пил в действие национальный стандарт
ГОСТ Р 53897–2010 «Глазурь», позволяющий
идентифицировать продукт и значительно
расширить ассортимент глазури. Однако
в данном документе отсутствуют ее важ-
ные физико-химические и реологические
показатели, которые способствуют из-
готовлению полуфабрикатов заданного
качества.
В связи с этим, цель нашей работы – по-
лучение глазури с заданными показателя-
ми качества.
Для ее реализации изучали процесс
производства глазури на измельчающем
оборудовании различных видов;
исследовали влияние способа введе-
ния поверхностно-активных веществ (ПАВ)
при изготовлении глазури на ее реологи-
ческие свойства;
апробировали результаты работы в про-
изводственных условиях.
Известно, что для достижения хороших
органолептических и оптимальных реоло-
гических показателей размер всех частиц
твердой фазы продукта должен находиться
в узком диапазоне распределения – от 10
до 30 мкм. Кроме того, мы установили,
что для успешного формования или глази-
рования необходимо, чтобы определяемые
в соответствии с международным методом
Кассона пластическая вязкость составляла
1,0–3,0 Па•с, предел текучести – 4,0–9,0 Па.
Поэтому при создании современной
технологии важно получить глазурь с нуж-
ной дисперсностью и оптимальными рео-
логическими показателями при минималь-
ной массовой доле жира (31–32%). С этой
целью выработали партии кондитерской
и молочной кондитерской глазури на из-
мельчающем оборудовании различных ви-
дов: турбоконш-машина «Макинтай», шари-
ковые мельницы, имеющие измельчающие
тела – шарики разных размеров.
Установили (табл. 1), что получение
глазури в турбоконш-машине «Макинтай»
несколько упрощает и интенсифицирует
классический способ производства с ис-
пользованием пятивалковых мельниц и по-
зволяет изготовить глазурь с требуемой
пластической вязкостью при минималь-
ной массовой доле жира. Однако в ито-
ге, при выработке глазури в турбоконш-
машине «Макинтай» она не имеет опти-
Ключевые слова:
Измельчение,
кондитерская и молочная кондитерская
глазурь, оборудование, реологические
показатели, технология
Кey words:
milling, confectionery and dairy
confectionary glaze, equipment, flow rates,
technology
Таблица 1
Показатели
Турбоконш-
машина
«Макинтай»
Шариковые мельницы с диаметром шаров: Установка, вклю-
чающая две шари-
ковые мельницы
(5
÷
6) мм (6
÷
8) мм (5
÷
8) мм
Доля частиц, %, раз-
ного размера (мкм):
менее 10
45,2–59,4 67,1–71,1 7,0–10,3 64,2–68,0
18,9–27,9
10
÷
30
26,7–34,1 19,0–25,2 65,4–70,6 24,1–29,8
68,4–74,9
более 30
10,3–21,6 7,3–9,9
19,1–27,4 3,2–11,7
3,7–6,2
Степень измельче-
ния, %
92,1–96,7 97,0–98,8 83,6–89,2 95,1–98,6
96,8–98,5
Пластическая вяз-
кость, Па•с
1,6–3,2
4,5–5,2
2,9–3,5
3,4–4,3
3,2–4,0
Предел текучести, Па 7,1–12,3 16,0–18,6 14,2–15,6 15,5–17,9
13,3–16,2
К
80
-летию НИИКП
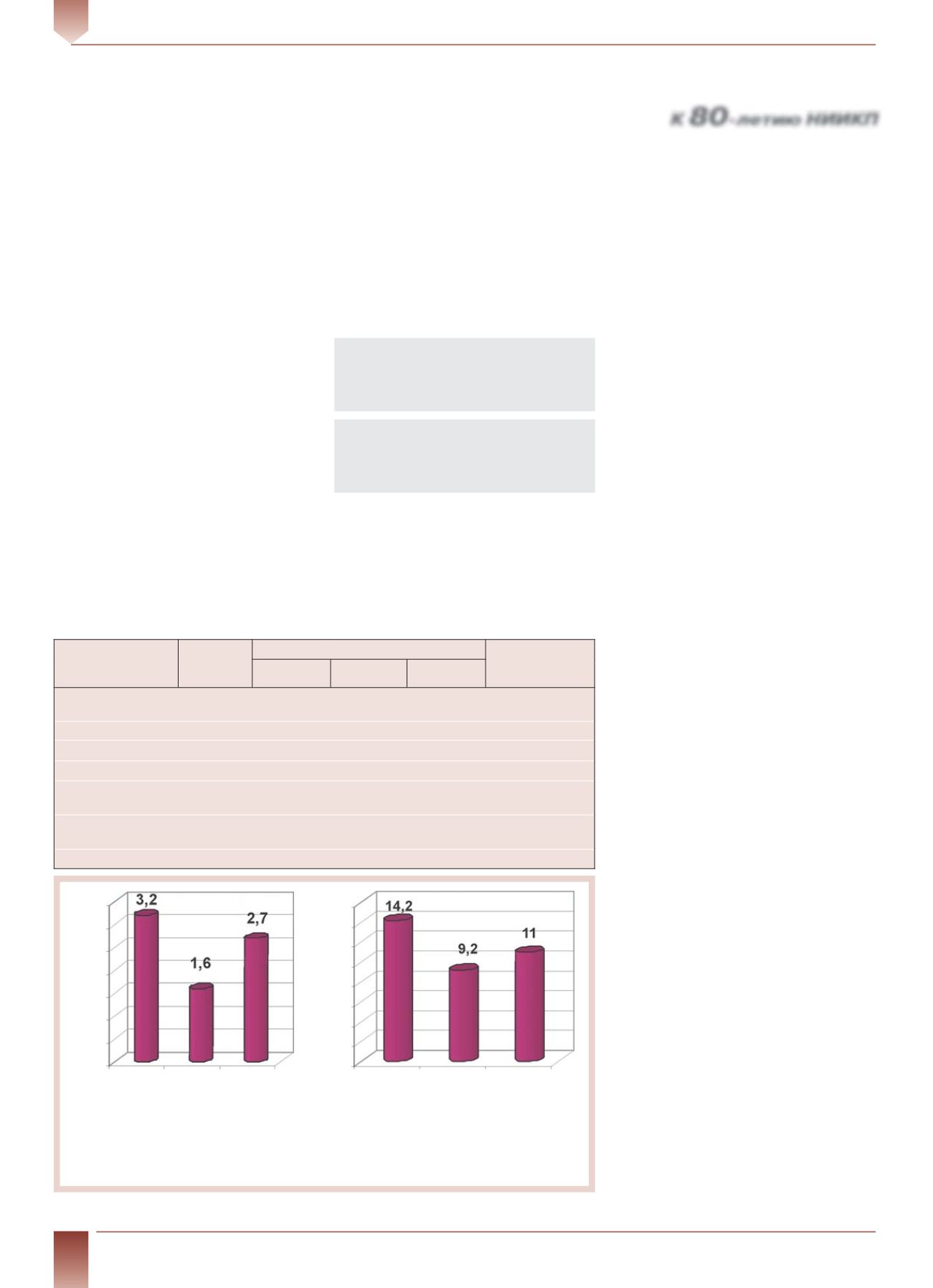
Рис. 1. Диаграммы зависимости пластической вязкости (а) и предела текучести
(б) глазури от способа внесения лецитина при производстве: 1–1/2 часть
в РСС, 1/4 часть во вторую шариковую мельницу и 1/4 часть в гомогенизатор;
2–1/3 часть в РСС, 1/3 часть во вторую шариковую мельницу и 1/3 часть
в гомогенизатор; 3–1/3 часть в РСС и 2/3 во вторую шариковую мельницу
Пластическая вязкость, Па•с
Предел текучести, Па
3,5
3
2,5
2
1,5
1
0,5
0
16
14
12
10
8
6
4
2
0
1 2 3
1 2 3
а
б
Электронная Научная СельскоХозяйственная Библиотека