







 26 / 68
26 / 68

24
ХРАНЕНИЕ и ПЕРЕРАБОТКА СЕЛЬХОЗСЫРЬЯ • № 7 • 2015
П
рименение различных методов компьютер-
ного и математического моделирования поз-
воляет изучать динамику протекания техно-
логических процессов, вести поиск оптимальных
технологических параметров и методов управления
[1, 2]. В этом плане применение компьютерного и
математического моделирования процессов высоко-
температурной тепловой стерилизации консервиру-
емых продуктов также актуально [3–8].
К основным параметрам тепловой стерилизации
относятся температура, которую надо поддержать в
стерилизационном аппарате, и время, в течение
которого консервируемые продукты подвергаются
тепловой обработке. Несоблюдение этих параметров
приводит к возникновению различных видов био-
логического брака консервов. Как нельзя говорить
о времени, не учитывая температуру стерилизации,
так нельзя говорить и о температуре, не связывая ее
со временем, необходимым для такой обработки.
При тепловой стерилизации консервируемых про-
дуктов общее время стерилизации (
τ
общ
) является фун-
кцией от времени проникновения тепла в центр банки
(
τ
пр
) и летального времени (
τ
л
), т. е. времени, которое
требуется для уничтожения микроорганизмов, нахо-
дящихся в центре банки, начиная с того момента,
когда достигнута заданная температура [3], т. е.
τ
общ
=
f
(
τ
пр
,
τ
л
).
(1)
Для каждого конкретного вида консервируемого
продукта основным фактором, влияющим на леталь-
ное время, является температура продукта, при этом
зависимость между летальным временем и темпера-
турой обратная, т. е. с повышением температуры сте-
рилизации летальное время снижается [3]. Однако,
если анализировать выражение (1) с точки зрения
влияния параметров на гибель микроорганизмов,
можно заметить, что гибель микроорганизмов про-
исходит в течение всего времени, включая периоды
нагрева и охлаждения, когда продукт, находящийся
банке, имеет температуру, смертельную для микро-
бов.
Поэтому при определении температуры стерилиза-
ции продукта необходимо учитывать стерилизующие
эффекты в различных точках банки, так как в зависи-
мости от состояния покоя или вращения, а также и от
частоты вращения банок во многом зависит величина
стерилизующего эффекта. В частности, для компотов
ориентировочные нормы летальности составляют
150–200 усл. мин [1].
Цель данной работы — выявить корреляционные
зависимости между факторами, которые оказывают
наиболее существенное влияние на скорость нагрева
продукта при высокотемпературной тепловой стери-
лизации в потоке нагретого воздуха: температурного
перепада (между наиболее и наименее прогреваемыми
точками), частоты вращения компота в банке объемом
3 л, а также исследовать и определить область опти-
мальных значений выбранных факторов.
При этом в качестве факторов были выбраны: тем-
пературный перепад
x
1
и частота вращения тары
x
2
. В
качестве показателя для оценки эффективности про-
цесса тепловой обработки, была выбрана скорость
нагрева продукта
y
.
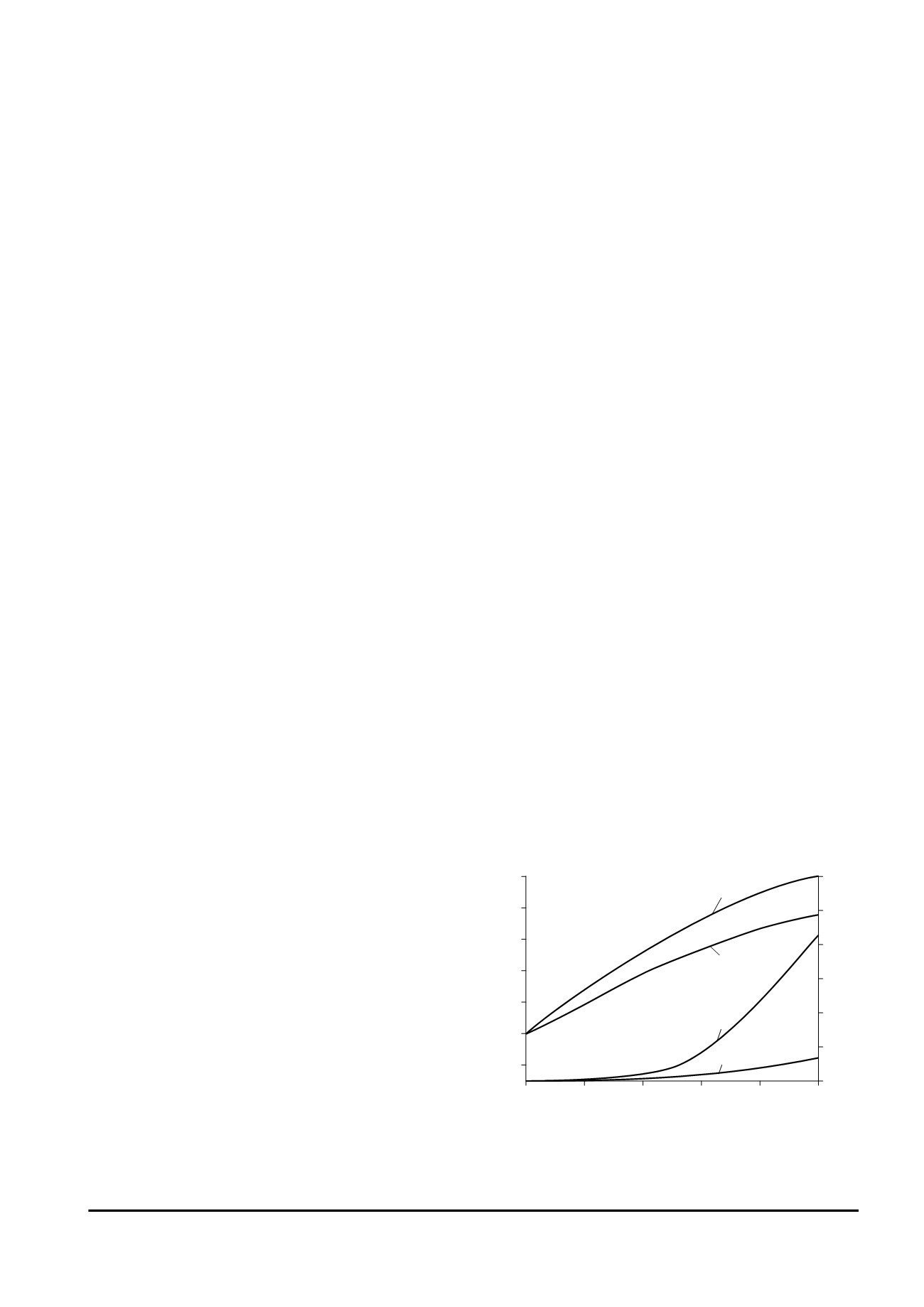
Прогреваемость периферийного (1) и центрального
(2) слоев компота из яблок в банке объемом 3 л при
высокотемпературной тепловой обработке в потоке
нагретого до 150 °С воздуха показана на рис. 1.
Как видно из рисунка, температурный перепад между
наиболее и наименее прогреваемыми точками достигает
12 °С. К тому же существенно отличаются и величины
стерилизующих эффектов, получаемых наиболее и
наименее прогреваемыми слоями продукта: периферий-
ный слой получает стерилизующее воздействие равное
183,8 усл. мин, а центральные слои — 30,8 усл. мин.
Аналогичные исследования по изучению данного
процесса проведены и при других частотах вращения,
УДК 664.8.036.62
Математическое моделирование теплообменных процессов
при высокотемпературной тепловой обработке консервов
Д-р техн. наук М. Э. Ахмедов; д-р техн. наук А.Ф. Демирова
Дагестанский государственный институт народного хозяйства, г. Махачкала
100
90
80
70
60
50
40
30
25
20
15
10
5
0
Температура, °С
Время, мин
1
2
3
4
183,8
30,8
Переводной коэффициент
K
А
0
5
10
15
20
25
Рис. 1.
Кривые прогреваемости (1, 2) и фактической
летальности (3, 4) наиболее (1, 3) и наименее (2, 4) прогреваемых
слоев компота из яблок при высокотемпературном ротационном
нагреве с частотой вращения 8 мин
–1
Электронная Научная СельскоХозяйственная Библиотека