







 23 / 64
23 / 64

перат ры центра доль и, и эта температ ра была
принята в ачестве объе тивной оцен и линарной
отовности прод та. Каждый из дв х принятых по-
азателей-от ли ов имеет свой физичес ий смысл и
свою размерность.
Чтобы объединить их, для аждо о ввели безраз-
мерн ю величин : приведенное время
τ
пр
и приве-
денн ю температ р поверхности
t
пов.пр:
τ
пр
= (
τ
ш
–
τ
и
)/0,5
τ
ш
;
t
пов.пр= (120–
t
пов
)/(120–103),
(8)
де
τ
ш
— время, необходимое для доведения до -
линарной отовности доле ты вы толщиной 20 мм
в амере жарочно о ш афа;
τ
и
— время выпе ания
доле ты вы инфра расным обл чением; 0,5
τ
и
—
словно принятый оптимальный рез льтат по вре-
мени при выпеч е инфра расными л чами; 120 —
температ ра поверхности доль и, при достижении
оторой прод т по рывается об ленной ороч ой;
103 — температ ра поверхности доль и, при
достижении оторой в онце процесса прод т пол -
чается очень хороше о ачества. На поверхности об-
раз ется тон ая, р мяная ороч а без при орелых
част ов;
t
пов
— температ ра поверхности доль и в
онце аждо о опыта, о да температ ра центра
дости ает 90 °С.
Прод т можно считать еще довлетворительно о
ачества при
t
пов
= 115 °С. Значит, минимально доп -
стимое значение
t
пов.пр= 0,3.
B ачестве обобщенно о параметра оптимизации
было принято
Y
=
τ
пр
t
пов.пр.
(9)
При составлении модели из чаемо о процесса пе-
ременными были след ющие фа торы, определяю-
щие выпеч инфра расными л чами:
X
1
— напря-
жение, подаваемое на лампы, от оторо о зависят
плотность л чисто о пото а тепла на поверхности
доле ты вы и спе тр изл чения ламп;
X
2
— толщина
доле ты вы;
X
3
— температ ра возд ха в амере во
время выпеч и, хара териз ющая онве тивный по-
то тепла на поверхности материала (табл. 3).
После составления матрицы планирования (план
ПФЭ 2
3
), проведения э спериментов и обработ и
рез льтатов [4] пол чено равнение со значимыми
оэффициентами, аде ватно описывающее процесс
в азанном интервале изменения фа торов:
Y
= 0,216–0,106
X
2
–0,046
X
1
X
2
+
+0,059
X
2
X
3
–0,189
X
1
X
3
.
(10)
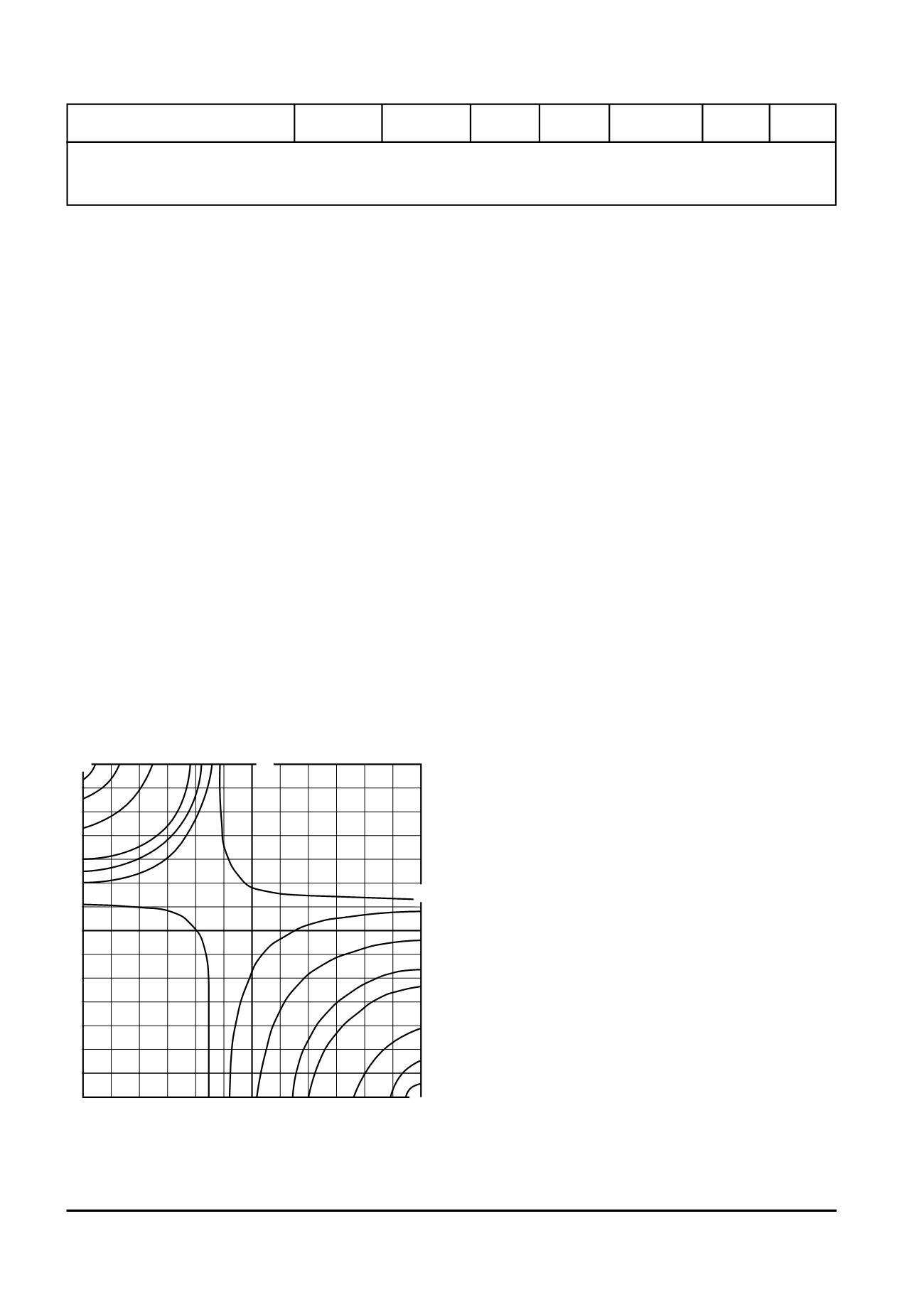
Уравнение нелинейное и найти оптим м по мето-
д р то о восхождения невозможно. На рис. 9 при-
ведены прое ции сечений поверхности от ли а этой
ф н ции на плос ости
X
1
ОX
3
. Из рис н а видно, что
в исследованном интервале изменения фа торов на-
ил чше о рез льтата (
Y
= 0,62) можно добиться для
доле толщиной 15 мм при напряжении 150 В и тем-
перат ре возд ха 140 °С. Этот рез льтат может быть
принят в ачестве оптимально о.
Кроме то о, по рафи можно найти др ие соче-
тания напряжения и температ ры возд ха, оторые
позволяют вести процесс с хорошими рез льтатами
(
Y
≥
0,4) при различной толщине доле . Та ие значе-
ния параметра оптимизации возможны при больших
X
1
и малых
X
3
и наоборот. Вы однее применить более
высо ие температ ры и более низ ие напряжения.
Та им образом, инфра расная техноло ия термо-
обработ и позволяет ма симально возможно сохра-
нить омпле с ма ро- и ми роэлементов, витаминов
и амино ислот в прод те. Исследованные овощные
льт ры, обработанные по инфра расной техноло-
ии, обладает след ющими по азателями:
высо ой сохранностью омпле са ма ро- и ми -
роэлементов, витаминов и амино ислот;
полностью сохраняются цвет и запах;
21
ХРАНЕНИЕ И ПЕРЕРАБОТКА СЕЛЬХОЗСЫРЬЯ, № 5, 2010
Напряжение на ИК- енераторах, В
X
1
50–450 50–150
100
50
150
50
Толщина доле% ты%вы, мм
X
2
10–40
1–30
20
5
25
15
Температ)ра возд)ха в термо%амере, °С
X
3
100–250 140–200 170
30
200
140
Таблица 3
Параметры модели из чаемо о процесса
Фа%тор
Обозначение
Область
определения
Область
интереса
Основной
)ровень
Интервал
варьирования
Верхний
)ровень
Нижний
)ровень
Х
1
Х
3
8
9
2 7
1
10
1
2
3
7
4
5
6
8
3
1,2
0,8
0,4
0,4
0,8
1,2
–0,4
–0,8
–1,2
–1,2 –0,8
–0,4
0
Рис. 9. Поверхность от ли а ф н ции оптимизации процес-
са выпеч и овощей инфра расными л чами: 1–6 – Х
2
= –1,
Y = 0,3; 0,34; 0,4; 0,5; 0,6; 0,62 соответственно; 7–8 –
Х
2
= 0, Y = 0,3 и 0,4 соответственно; 9–10 – X
2
= +1, Y = 0,3
и 0,4 соответственно
Электронная Научная СельскоХозяйственная Библиотека