







 22 / 64
22 / 64

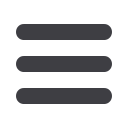
Термоэле тричес ий датчи плотности теплово о
пото а представляет собой тон ю металличес ю
пластин
1
(рис. 8), о р женн ю плос им э раном с
зачерненной поверхностью и хромель-алюмелев ю
термопар
3
, измеряющ ю температ р пластины.
Э ран
2
защищает датчи
1
от онве тивной тепло-
отдачи от о р жающе о возд ха, а зазор межд дат-
чи ом и э раном является значительным термичес-
им сопротивлением. Медная пластина
2
, по рытая
слоем черни, по лощающим падающее на не о изл -
чение, на ревается до температ ры, при оторой
мощность, рассеиваемая изл чением, теплопровод-
ностью и онве цией, б дет равна по лощаемой
мощности. Коэффициент по лощения зачерненной
поверхности мало отличается от единицы в диапазо-
не волн от льтрафиолетово о до инфра расно о из-
л чения. Та им образом, выходная величина прием-
ни а пропорциональна инте ральной мощности па-
дающе о на е о приемн ю площад изл чения и не зависит от спе трально о состава это о изл чения.
Учитывая оптичес ие свойства растительно о сырья
( л бин прони новения ИК-изл чения и отража-
тельн ю способность в зависимости от длины волны
изл чения) и хара теристи и применяемых изл ча-
телей (зависимость ма сим ма длины изл чения от
напряжения), подаваемое на лампы напряжение из-
меняли от 50 до 150 В. Температ р возд ха в амере
поддерживали постоянной во время все о опыта. Из-
менение температ р поверхности и центра образца
определяли хромель- опелевыми термопарами.
Для сравнения доль и ты вы выпе али та же тра-
диционным способом в амере опытно-промышлен-
ной модели жарочно о ш афа при 200 °С.
При решении поставленной задачи особ ю тр д-
ность представляет изыс ание по азателя, определя-
юще о эффе тивность проведения процесса, т.е. па-
раметра оптимизации. Та а основным преим ще-
ством выпеч и инфра расными л чами является зна-
чительное со ращение времени процесса, можно бы-
ло бы в ачестве параметра оптимизации принять
время. Одна о, величив плотность л чисто о пото а
и температ р возд ха, можно подобрать режим та-
им образом, что выи рыш во времени б дет боль-
шой, но отовый прод т пол чится не довлетвори-
тельно о ачества, при орит на поверхности. Две а-
занные хара теристи и процесса противостоят одна
др ой, и необходимо найти оптимальный вариант.
Вследствие это о был принят обобщенный пара-
метр оптимизации, читывающий оба по азателя:
время выпеч и и ачество отово о прод та. По-
следнее определяется рядом параметров (сохраня-
емостью различных омпонентов химичес о о со-
става, л биной реа ций арамелизации и меланои-
динообразования и др.). Все они в той или иной мере
зависят от температ ры материала во время выпеч-
и. Параметром, освенно определяющим ачество
выпеченных изделий, была принята температ ра по-
верхности доль и в онце процесса, о да темпера-
т ра центр составляет 90 °С.
Из опытов было известно, что линарная отов-
ность дости ается именно при та ом значении тем-
20
ХРАНЕНИЕ И ПЕРЕРАБОТКА СЕЛЬХОЗСЫРЬЯ, № 5, 2010
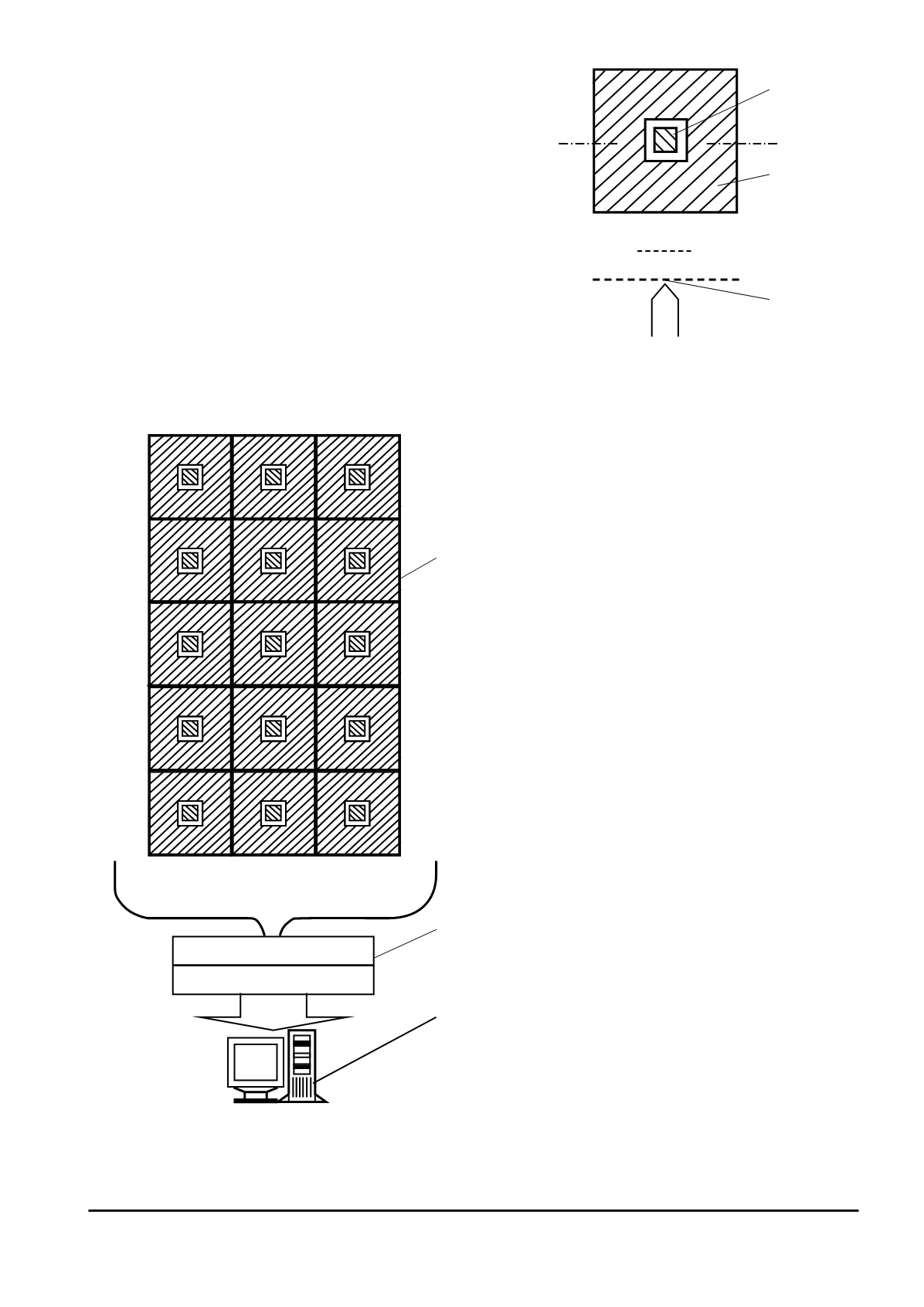
ИТ-2
Интерфейс RS232
До 96 измерительных "аналов температ&ры
ТХА(ХА
94
) термопары
1
2
3
Рис.7.Информационно-измерительная система параметров
распределения температ рно о поля и плотности теплово-
о пото а в термо амере: 1 — батарея датчи ов плотнос-
ти теплово о пото а; 2 – прибор ИТ-2; 3 – персональный
омпьютер
А–А
А
А
1
2
3
Рис. 8. Термоэле тричес ий датчи плотности теплово о
пото а: 1 – металличес ая пластина; 2 – э ран из листовой
меди; 3 – хромель-алюмелевая ТХА (ХА94) термопара
Электронная Научная СельскоХозяйственная Библиотека