






 51 / 84
51 / 84

49
3
•
2006
ПИВО
и
НАПИТКИ
ТЕХНОЛОГИЯ
ка, имеющего спирали взаимопроти-
воположного направления от центра.
На концах вала распределительного
механизма
9
на хомутах скольжения
укреплены болты с шайбами
10
, при
помощи которых возможно его пере-
мещение в вертикальной плоскости. В
нижней смежной части камеры
3
рас-
положен воздухопровод
11
, связанный
с системой, подающей теплоагент, в
виде вентилятора
12
высокого давле-
ния и электрокалорифера
13
.
В завялочном аппарате завялива-
ние проводится следующим образом:
чайная масса 2–3-листных флешей
нежной структуры транспортером
посредством разделительных лотков
равномерным слоем подается в за-
грузочную зону рабочего конвейера
завялочной платформы и скапливает-
ся в виде конусообразной рассыпной
массы, которая по ходу движения кон-
вейера претерпевает воздействие зме-
евиков шнеков распределительного
механизма и перераспределение одно-
временно в двух противоположных
направлениях, в результате чего до-
стигается равномерность слоя листа
на поверхности рабочего конвейера.
Борты, прикрепленные к бокам кон-
вейера, исключают рассыпание листа
с конвейера. Регулирование слоя ли-
ста (прибавление или уменьшение) по
мере необходимости осуществляется
ввинчиванием или вывинчиванием
винтовых элементов, закрепленных на
хомутах скользящего вала распреде-
лительно-разравнивающего механиз-
ма, и перемещением в вертикальной
плоскости вверх и вниз. После запол-
нения рабочей поверхности конвейера
листом его останавливают, вместе с
тем включают электрокалорифер
13
и вентилятор высокого давления. При
помощи последних воздух, подогре-
тый до 20…25 °С или в теплый период
сезона непосредственно атмосферный
воздух нагнетается в воздухопрохо-
дящий канал и, проходя через сетки
конвейера, распыляется в слой листа,
что сопровождается испарением — за-
вяливанием листа в «мягком» режиме,
который идентичен завяливанию в
естественных условиях, т.е. без под-
дува воздуха при температуре внеш-
ней среды.
Завяливание в таком режиме про-
должается в течение 12–14 ч. После
завершения завяливания включается
конвейер, завяленный лист выгружа-
ется на выносной транспортер и по-
дается к следующим процессам пере-
работки.
Агрегат дает возможность прово-
дить завяливание высококачествен-
ного сырья с соблюдением требова-
ний ортодоксальной технологии пере-
работки чайного листа, в частности
осуществлять завяливание в течение
продолжительного периода времени
путем постепенного и равномерного
испарения влаги, что обеспечивает
полноценную биохимическую и фи-
зическую подготовку листа для выра-
ботки высококачественного чая. Вме-
сте с тем конструктивное решение
агрегата дает возможность проводить
процесс естественного завяливания
механизированно, исключая ручной
труд, с минимальным использовани-
ем энергоресурсов, а режимные пара-
метры завяливания — толщину слоя
листа, продолжительность разгрузки
завялочного конвейера — регулиро-
вать по технологическим требова-
ниям, что способствует повышению
качества.
Рабочая площадь завялочного кон-
вейера 36 м
2
, механическая нагрузка
зеленого листа 22 кг/м
2
. Суточная
нагрузка одного агрегата составляет
792 кг зеленого листа, или 336 т зелено-
го листа за сезон. Мощность двигателя
вентилятора 4 кВт, 415 В, 960–1/мин.
Вентилятор должен обеспечить по-
дачу воздуха температурой 16…20 °С
590 м
3
/мин или 35 000 м
3
/ч, для пол-
ноценного контроля за завяливанием
необходим систематический контроль
влажности листа. Выделяемая из ли-
ста влага не должна накапливаться в
завялочном помещении и обязательно
должна выводиться наружу посред-
ством хорошей вентиляции.
Сырье, используемое в опытах, было
полностью нежной структуры (табл. 2),
без примеси огрубевших элементов, в
среднем в массе содержание 2–3-лист-
ных флешей достигало 87%, содержа-
ние остальной нежной части составля-
ло 13%, влажность — соответствен-
но 78,3%.
Продолжительное в «мягком» ре-
жиме завяливание листа в завялочном
агрегате типа «Трофи» обеспечивает
высокую равномерность завяливания,
вместе с тем завяливание до различ-
ной остаточной влажности оказывает
определенное влияние на указанные
показатели (табл. 3). При завялива-
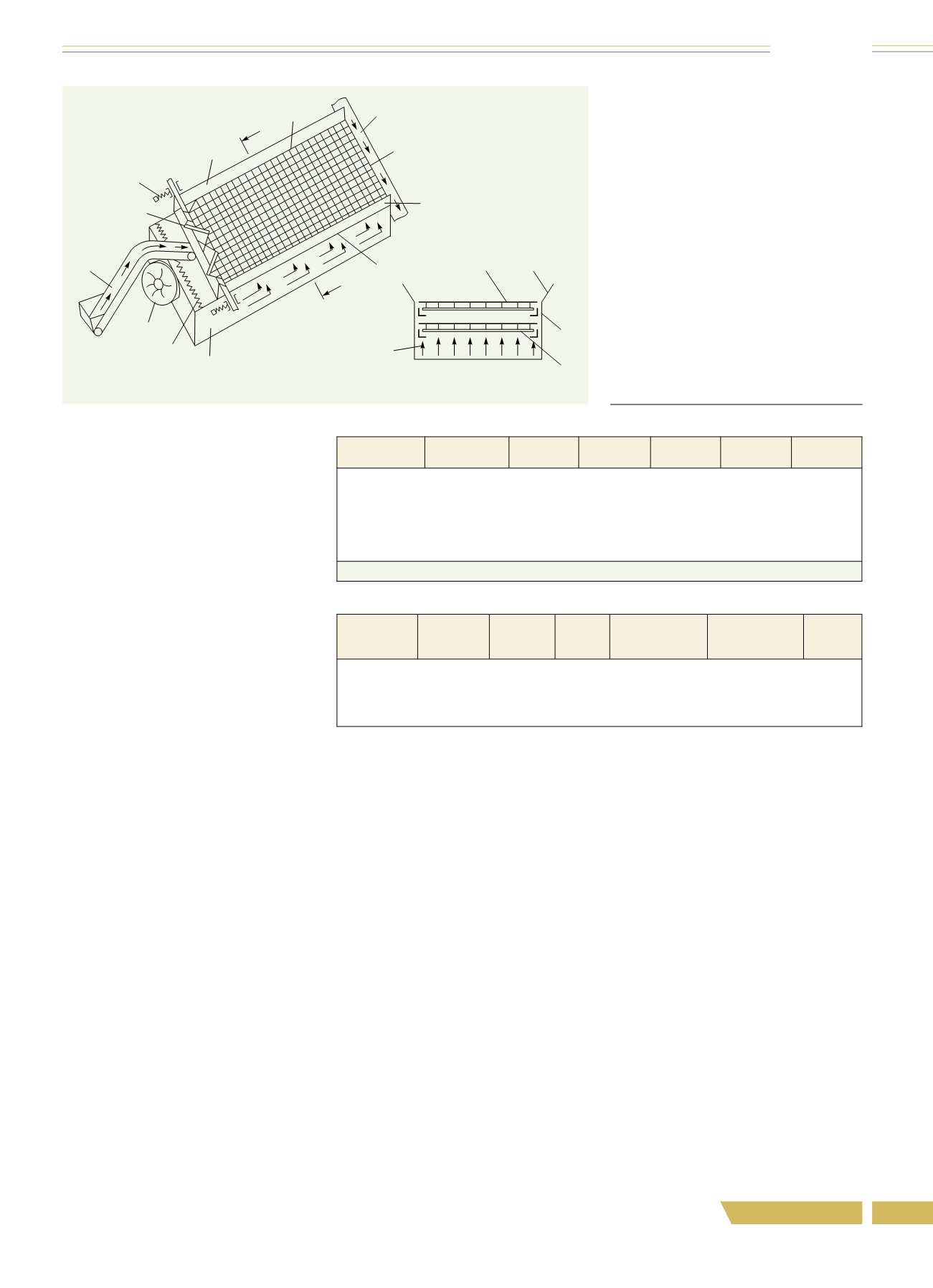
Принципиальная схема агрегата для завяливания чайного листа
1
9
10
4
5
2
6
4
3
11
13
12
8
8
4
7
8
№опыта, дата Однолистные
флеши, %
2-листные
флеши, %
3-листные
флеши, %
4-листные
флеши, %
Отдельные
листья, %
Влажность,
%
1. 2.09.2005
2. 4.09.2005
3. 5.09.2005
4. 8.09.2005
5. 14.09.2005
6. 23.09.2004
4,0
6,0
5,5
3,0
4,7
5,0
50
48
52
46
49
45
38
38,3
34,2
41,2
39,2
42,2
3
4
3,5
4,6
3,2
3,8
5
3,7
4,8
5,2
3,9
4,0
78,5
78,0
78,6
78,3
77,9
78,4
В среднем
4,7
48,3
38,8
3,7
4,4
78,3
Таблица 2
Вариант
опыта,
влажность, %
Нормально
завяленная
фракция, %
Недозавя-
ленная, %
Переза-
вялен-
ная, %
Мелкая фракция
первого
скручивания, %
Мелкая фракция
второго
скручивания, %
Крупная
фракция,
%
I. 57–58
II. 59–60
III. 61–62
IV. 63–64
83,1
85,2
77,3
75,5
4,8
8,6
18,7
21,8
12,1
6,2
4,0
3,5
12,1
6,2
4,0
3,5
22,3
23,1
26,3
28,0
63,2
60,5
54,5
51,4
Таблица 3
Электронная Науч ая СельскоХозяйственная Библиотека