







 22 / 92
22 / 92

20
ПИЩЕВАЯ ПРОМЫШЛЕННОСТЬ
6/2012
123456
123456
123456
123456
123456
ИННОВАЦИОННЫЕ РЕШЕНИЯ ДЛЯ УПАКОВОЧНОЙ ОТРАСЛИ
ТЕМА НОМЕРА
Создание технологического
потока, фасовочного
и укупорочного оборудования
для стеклянных банок
с винтовыми крышками
Ключевые слова:
фасование; укупо
ривание; контроль; герметичность;
винтовые крышки; оборудование.
Key words:
filling; sealing; control the
leak proofness; twist off; developed.
УДК 664. 8. 036. 53
В консервной плодоовощной про
мышленности в настоящее время для
фасования той или иной продукции
в банки и для их укупоривания при
меняют комплекты оборудования,
преимущественно, из случайных ав
томатов, подобранных по принципу
последовательного увеличения их
производительности с целью созда
ния непрерывного потока. Крупные
предприятия используют оборудова
ние зарубежных фирм. В рамках
Программы Союзного государства
«Россия – Республика Беларусь» со
зданы отечественная технология и
комплектное оборудование для на
полнения жидкими и пюреобразны
ми текучими продуктами с последу
ющим укупориванием банок винто
выми крышками.
Работоспособность такой линии
определяется тем, как в ней органи
зован и функционирует непрерыв
ный технологический поток преоб
разования перерабатываемых эле
ментов, основных и вспомогатель
ных материалов в готовый продукт.
Этот поток имеет свои закономерно
сти, которые необходимо знать при
создании высокоэффективных тех
нологических линий.
Технологический поток состоит из
ряда различных операций – приемка
исходных основных и вспомогатель
ных элементов, их подготовка и пе
реработка, передача на последую
щие операции. Комбинации техно
логических и транспортных процес
сов приводят к формированию четы
рех классов таких операций (Техно
логические линии пищевых произ
водств/В.А. Панфилов [и др.]. – М.:
Пищепромиздат, 1996). При автома
тизированном производстве соков в
стеклянных банках процессы фасо
вания и укупоривания относятся к
операциям II класса, для которых ха
рактерно совпадение во времени
транспортного и технологического
процессов. При создании таких тех
нологических линий следует учиты
вать, что высокая производитель
ность сопряжена с жестким техноло
гическим скоростным режимом, ко
торый лимитируется допустимым
значением скорости технологическо
го процесса. В нашем случае произ
водительность линии на входе банок
в наполнительный автомат должна
быть не менее 6000 банок в час. Для
исключения затора банок при пере
ходе на последующие автоматы про
изводительность последующих дол
жна быть согласована. В целом авто
матическая линия фасования соков и
укупоривания банок с автоматом
контроля их герметичности может
считаться линией с операциями III
класса. Входящие в линию автоматы
для фасования, укупоривания и кон
троля герметичности – автоматы ро
торного типа, что свойственно вы
полнению операций IV типа. Переда
ча продукции с одного автомата на
другой осуществляется с помощью
конвейерных устройств. Такое соче
тание позволяет считать линию в це
лом роторно конвейерной.
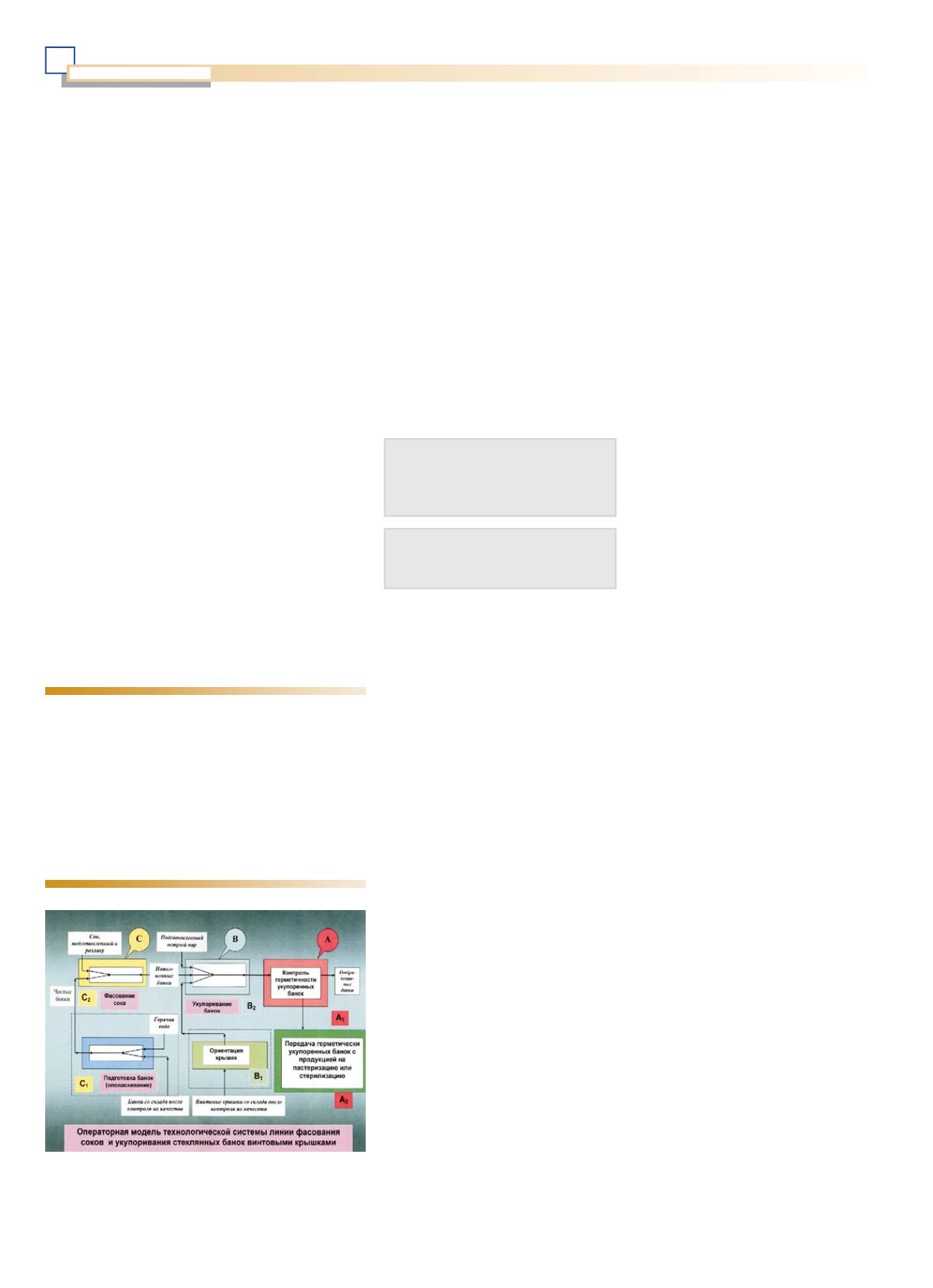
Нами разработана операторная
модель технологической системы
линии фасования продукта и укупо
ривания стеклянных банок винтовы
ми крышками (рис. 1).
Она предусматривает следующие
операции: подготовка и подача тары
к наполнению (С
1
); дозирование фа
суемого количества продукта (С
2
);
подача тары к узлу наполнения и
фиксация ее под наполнительным
устройством (В
1
); наполнение тары
продуктом и укупоривание банок с
продукцией (В
2
). В подкрышечное
пространство впрыскивается пере
гретый водяной пар, после чего на
горлышко банки надевается крышка,
которая навинчивается на резьбо
вую часть банки. При конденсации
пара при остывании паровоздушной
смеси в банке осуществляется втяги
вание контрольной выпуклой кнопки
крышки. Операция контроля герме
тичности укупоривания (А
1
) прово
дится специальным щупом по втяну
тости контрольной кнопки крышки.
При отсутствии этого банка специ
альным устройством отводится с
конвейера. Нормальные банки про
должают движение на последующие
операции – стерилизацию, осушку,
этикетирование.
Специальным
транспортом продукция передается в
пастеризатор или в автоклавное от
деление предприятия.
Для реализации такой технологи
ческой линии были разработаны и
созданы автоматы – фасовочный,
укупорочный и контроля герметич
ности укупоренных банок с продук
цией.
На фасовочном автомате выпол
няются следующие операции: транс
портным устройством осуществляет
Э.С. Гореньков
, д р техн. наук, профессор,
Д.С. Алкаев
, аспирант
ВНИИ консервной и овощесушильной промышленности
Рис. 1. Операторная модель технологической линии
фасования жидких продуктов, укупоривания стеклянных
банок винтовыми крышками и контроля герметичности
Технологический поток состоит
из ряда различных операций –
приемка исходных основных
и вспомогательных элементов,
их подготовка и переработка,
передача на последующие
операции.
Электронная Научная СельскоХозяйствен ая Библиотека