







 13 / 92
13 / 92

11
ПИЩЕВАЯ ПРОМЫШЛЕННОСТЬ
6/2012
INNOVATIVE SOLUTIONS FOR THE PACKAGING INDUSTRY
12345
12345
12345
12345
12345
доза продукта для данного пакета –
до 200 см
3
. При дозе более 300 см
3
расход упаковочного материала в
обычном плоском пакете возрастает
непропорционально дозе.
Объемный пакет рекомендуется
применять в случае, если объем
дозы продукта более 200 смі. При
желании этот тип пакета может при
меняться и для объемов значительно
ниже 200 смі.
Указанные стандарты гласят, что
типы и размеры пакетов устанавли
вают в технической документации на
пакеты для конкретных видов про
дукции по согласованию с потреби
телем – заказчиком. Рекомендуемая
ширина сварных швов не должна
превышать 10 мм, а сами швы долж
ны быть расположены на расстоянии
до 10 мм от края пакета. Кроме того,
для определения размеров пакетов
рекомендовано использовать ГОСТ
21140. Однако этот стандарт распрос
траняется на жесткую тару прямо
угольного и круглого сечения и уста
навливает для нее единую систему
размеров, исходя из модуля 600 х
400 мм с учетом номинальных раз
меров транспортных поддонов 1200
х 1000 мм и 1200 х 800 мм.
Таким образом, проблема опреде
ления объема и габаритных размеров
мягкой тары возложена на ее конст
руктора и заказчика при полном от
сутствии практических рекоменда
ций. Такая ситуация приводит к тому,
что одинаковые виды продукции с
одинаковой массой дозы разных
производителей упакованы в мягкую
тару разной формы и различных га
баритных размеров. Хорошо ли это?
С точки зрения внесения разнооб
разия во внешний вид торговых
прилавков – это хорошо. С точки
зрения узнаваемости фирмы произ
водителя – тоже хорошо. А вот с
точки зрения унификации фасовоч
но упаковочного оборудования, со
вершенствования процессов фасо
вания и производства мягкой тары,
рационального расходования упа
ковочных материалов и, как след
ствие, снижения себестоимости
продукции – плохо.
Поясним это утверждение рас
смотрением взаимосвязи формы и
габаритных размеров мягкой тары с
конструктивными размерами фасо
вочно упаковочных автоматов и рас
ходом упаковочных материалов.
Расход материалов на производ
ство мягкой тары зависит от вида
упаковываемого продукта и массы
упаковываемой дозы
m
. По задан
ной массе дозы рассчитывают объем
упаковываемой дозы
V
д
по следую
щей формуле:
V
д
=
m
/
c
.
В случае жидкой или твердой
штучной продукции под
с
понимают
удельный вес или плотность. Для сы
пучей продукции
с
выполняет роль
насыпного веса.
Объем пакета определяют по фор
муле:
V
п
=
V
д
/
k
,
где
k
– коэффициент заполнения
пакета.
Коэффициент заполнения пакета
обычно меньше единицы и зависит
от конструкции фасовочно упако
вочного автомата и характеристик
упаковываемой продукции. Следует
отметить, что у автоматов с тянущи
ми транспортерами коэффициент
заполнения пакетов продуктом
выше, чем у автоматов с тянущими
сварочными губками. Однако прак
тических рекомендаций по опреде
лению коэффициента заполнения
пакетов для конкретного упаковоч
ного оборудования, упаковываемых
продуктов и объема упаковываемой
дозы не существует. Для их разра
ботки необходимо проведение ком
плекса исследований.
Объем пакета можно определить
произведением высоты слоя продук
та
h
на его ширину
b
и длину
l
:
V
п
=
lbh
.
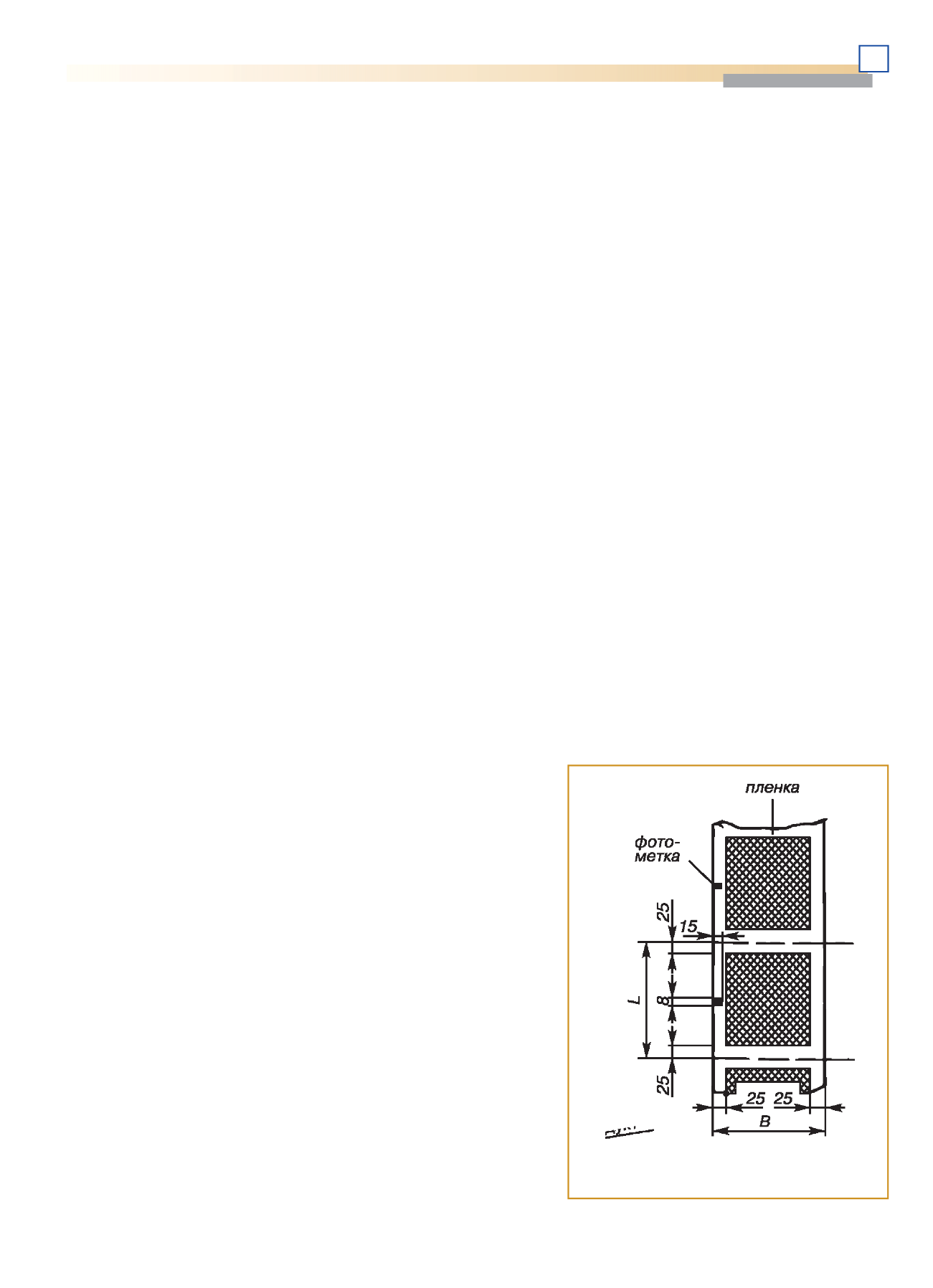
По этим параметрам можно рас
считать длину
L
и ширину
B
необхо
димой для изготовления заготовки
полимерной пленки (рис. 2):
L
=
l
+ 2(
h
+
c
),
B
= 2(
b
+
h
+
c
),
где
c
– припуск на сгиб + ширина
сварочного шва. В зависимости от
конструкции сварочного шва и осо
бенностей материала мягкой тары
значение припуска на сгиб
с
выбира
ют в пределах 15–25 мм.
Ширина заготовки
В
– очень важ
ный фактор. Она связана с внешним
диаметром продуктовой трубы фа
совочно упаковочного автомата
D
пр
:
B
–2
c
=
π
D
пр
.
Очевидно, что унификация разме
ров мягкой тары открывает широкие
возможности стандартизации конст
рукций фасовочно упаковочных ав
томатов. Она служит основой созда
ния типовых технологических про
цессов производства мягкой тары
для различных видов пищевой про
дукции. Такие процессы позволят
значительно повысить качество мяг
кой тары и снизить ее себестои
мость.
С другой стороны, ширина заго
товки
В
в значительной мере опре
деляет себестоимость мягкой тары.
Стандарты на полимерные пленоч
ные материалы предусматривают их
поставку заказчику в рулонах опре
деленной ширины. Как правило,
размерный ряд ширины рулонов оп
ределяют по принципу отсутствия от
ходов: ширина рулонов должна быть
кратна ширине получаемой на про
изводственной установке пленки. Но
стандарты предусматривают воз
можность поставки пленки с другой
шириной рулона, необходимой за
казчику. Естественно, что при этом у
производителя пленок возникают от
ходы, стоимость которых включается
в цену поставляемой пленки.
Таким образом, минимальной сто
имостью будут обладать полимер
ные пленки для мягкой тары в слу
чае, если ширина заготовки пакета
В
окажется кратной стандартной ши
рине рулона. Для решения оптими
зационной задачи определения ши
рины заготовки пакета
В
необходи
мо создать базу данных производи
телей упаковочных полимерных пле
ночных материалов, в которой од
ним из параметров должна быть
указана стандартная ширина рулона.
Технология производства мягкой
тары представляет взаимодействие
двух материальных потоков (упако
вываемого продукта и упаковочного
Рис. 2. Заготовка полимерной пленки
для производства пакетов
Продукт
Электронная Научная СельскоХозяйственная Библиотека