







 12 / 92
12 / 92

10
ПИЩЕВАЯ ПРОМЫШЛЕННОСТЬ
6/2012
123456
123456
123456
123456
123456
ИННОВАЦИОННЫЕ РЕШЕНИЯ ДЛЯ УПАКОВОЧНОЙ ОТРАСЛИ
ТЕМА НОМЕРА
мягкой тары не в состоянии сформу
лировать, какой комплекс физико
механических свойств полимерных
пленок необходим для обеспечения
качественного технологического
процесса и получаемой упаковки.
На стадии нанесения печати к упа
ковочным пленкам предъявляются
жесткие требования по технологи
ческим параметрам (разнотолщин
ность, шероховатость, коэффициент
трения, коэффициент усадки, де
формационные свойства и др.), раз
брос которых должен быть мини
мальным, чтобы исключить возмож
ные остановки машин. При дальней
шей эксплуатации упаковки важным
ее показателем служит адгезионная
прочность краски к полимерной
пленке [5, 6].
Один из наиважнейших парамет
ров полимерной пленки – коэффи
циент трения, который регулируется
применением скользящих добавок.
Высокий коэффициент трения
(0,35–0,5) не позволяет материалу
скользить по продуктовой трубе в
фасовочно упаковочном автомате и
не дает ему развить оптимальную
скорость упаковывания. Слишком
низкий коэффициент трения (<0,15)
приводит к обратному эффекту:
пленка становится слишком скольз
кой [7, 8].
Часто от пленочного упаковочного
материала требуется наличие опре
деленной жесткости и прочности для
правильного протекания процессов
упаковывания и для обеспечения
высокой степени защиты упакован
ного продукта.
Одним из путей повышения каче
ства упаковки может быть использо
вание полимерных пленочных мате
риалов с комплексом прогнозируе
мых свойств, задаваемых на стадии
проектирования технологии произ
водства пленок из гранул полимера.
Применение таких материалов при
производстве поможет стабилизиро
вать процессы, протекающие в пе
чатном и упаковочном оборудова
нии, и тем самым позволит прогно
зировать свойства тары и упаковки.
Наиболее распространенный спо
соб получения пленок – технология
экструзии с раздувом; с ее помощью
производится около 85 % всей пле
ночной продукции [1].
Известно, что от технологических
режимов экструзии и последующих
процессов существенно зависят фи
зико механические свойства пленок
(предел прочности при растяжении,
относительное удлинение при раз
рыве, сопротивление ударным на
грузкам и т. п.). Это открывает воз
можности целенаправленного изме
нения образующейся надмолекуляр
ной структуры, а также степени и на
правления ориентации пленок в про
цессе их производства. Существен
ное влияние на физико механичес
кие свойства пленок оказывает их
разнотолщинность [8].
Специалистами МГУП разработана
методология обеспечения оптималь
ных режимов работы печатного и
упаковочного оборудования путем
определения необходимых свойств
упаковочных полимерных пленоч
ных материалов с последующим
проектированием технологии произ
водства таких материалов с комп
лексом прогнозируемых свойств.
Созданный математический аппа
рат, учитывающий кинематические
особенности флексографских печат
ных машин, а также фасовочно упа
ковочных автоматов вертикального
и горизонтального типов, позволяет
рассчитать требуемый комплекс фи
зико механических свойств упако
вочных пленок [6, 10].
Исследования процесса экструзии
с раздувом на лабораторной уста
новке позволили на примере поли
этиленовых пленок получить систему
уравнений, связывающих параметры
технологических режимов произ
водства пленок с комплексом физи
ко механических свойств. Используя
разработанную компьютерную про
грамму, можно спроектировать тех
нологический процесс производства
пленок с требуемым прогнозируе
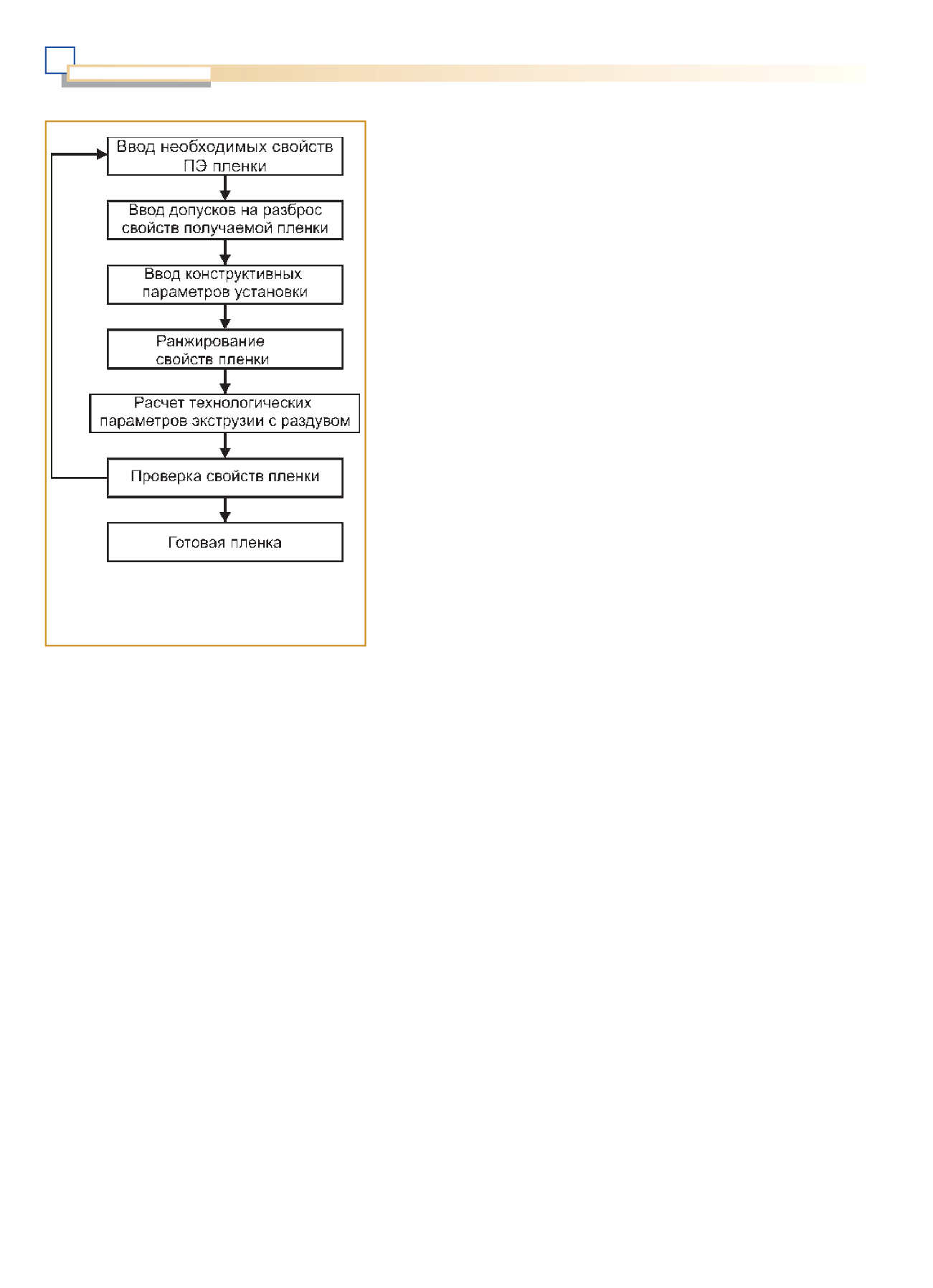
мым комплексом свойств. Для пере
носа результатов исследований на
промышленные установки произ
водства полимерных пленок предло
жен алгоритм коррекции программы
(рис. 1).
По разработанной методике мож
но проводить исследования для раз
личных полимеров. Их результаты,
математический аппарат и програм
ма расчета позволят технологу на
производстве получить механизм
комплексного проектирования тех
нологического процесса производ
ства пленок с прогнозируемыми
свойствами.
При реализации спроектирован
ного технологического процесса по
лучения пленок с заданными свой
ствами открывается возможность
значительного сокращения прила
дочных работ на печатном и фасо
вочно упаковочном оборудовании в
производстве мягкой тары, что вле
чет за собой большой экономичес
кий эффект. А самое главное, при
менение полимерных пленочных ма
териалов с комплексом прогнозиру
емых свойств позволяет избежать
многочисленных остановок высоко
скоростного упаковочного оборудо
вания и брака продукции, за счет
чего снизить расходы упаковочных
материалов, повысить производи
тельность печатного и упаковочного
оборудования и снизить себестои
мость производства мягкой тары [11,
12].
Конструктивное исполнение ос
новного вида мягкой тары – пакетов
из полимерных пленочных и комби
нированных материалов – приведе
но в двух стандартах. В соответствии
с ГОСТ 12302–83 и ГОСТ Р 52903–
2007
различают плоские и объемные
пакеты [13].
Плоский пакет можно использо
вать для фасования практически
всех продуктов и для упаковывания
достаточно большой номенклатуры
сыпучих продуктов. В соответствии с
этим в большинстве случаев обору
дование при смене дозатора или ус
тройства подачи упаковываемых из
делий может быть применено (за
небольшим исключением) для са
мых разнообразных продуктов.
Плоский пакет удобен для фасова
ния небольшой дозы продуктов, ког
да объем дозы лежит в пределах от
нескольких кубических сантиметров
до 300 смі. Ограничения, связанные
с использованием этого типа пакета,
заключаются в том, что оптимальная
Рис. 1. Алгоритм коррекции программы
проектирования технологического процесса
производства полимерных пленок с комплексом
прогнозируемых свойств
Электронная Научная СельскоХозяйственная Библиотека