







 12 / 84
12 / 84

10
ПИЩЕВАЯ ПРОМЫШЛЕННОСТЬ
6/2010
123456
123456
123456
123456
123456
УПАКОВКА И ЛОГИСТИКА
ТЕМА НОМЕРА
относят и процессы упаковывания
методом окрашивания, окунания,
напыления и т. п. В настоящее время
наиболее распространенный способ
обертывания – упаковывание в тер)
моусадочную пленку.
На базе двух основных способов
упаковывания формируется множе)
ство технологических методов упа)
ковывания, которые, как правило,
имеют вполне определенную об)
ласть применения, в том числе и по
номенклатуре упаковываемых про)
дуктов.
Технологические методы упаковы)
вания характеризуются использова)
нием в них определенного упаковоч)
ного оборудования, а также вспомо)
гательного и дополнительного обо)
рудования не упаковочного профи)
ля, которое определяет оригиналь)
ность и технологические параметры
данного технологического метода
упаковывания. К вспомогательному
оборудованию относят различные
нагревательные и холодильные уста)
новки, устройства сортировки,
транспортирования, вакуумирова)
ния, облучения и др. Дополнитель)
ное технологическое оборудование
не связано непосредственно с про)
цессом получения упаковки данного
содержания, но необходимо для ре)
ализации полного цикла той или
иной производственной упаковоч)
ной системы. Прежде всего это скла)
ды, накопители, хранилища с нор)
мализованными режимами функцио)
нирования и т. п.
Указанный подход позволяет стро)
го и однозначно определить понятие
процесса упаковывания и его внут)
реннюю структуру. Последнее слу)
жит основой для формирования по)
нятия упаковочное оборудование и
разработки функциональной его
классификации.
Как указывалось выше, упаковы)
вание – это процесс формирования
упаковки (У) как триединого эле)
мента – ПТИ.
Содержание процесса упаковыва)
ния заключается в необходимости
реализовать бинарные взаимодей)
ствия трех элементов упаковки: Т)П;
П)И; Т)И в той или другой их после)
довательности и получить гаранти)
рованное качество итогового взаи)
модействия ПТИ в виде упаковки.
Любой процесс упаковывания реа)
лизуется с помощью всего двух ос)
новных операций (см. рис. 1): взаи)
модействия П)Т, называемого фа)
совкой (Ф – соединение продукта и
упаковочного средства), и взаимо)
действия П)И и Т)И, называемого
маркировкой (М – это соединение
информации с продуктом или упако)
вочным средством).
Существует вполне определенное
количество вариантов последова)
тельности реализации указанных би)
нарных взаимодействий:
(П)Т) – И (П)И) – Т (Т)И) – П,
(Т)П) – И (И)П) – Т (И)Т) – П.
Одновременно эти технологичес)
кие последовательности определяют
многообразие
функциональных
компоновок упаковочного оборудо)
вания. При этом неотъемлемая со)
ставляющая упаковочного оборудо)
вания – устройства, формирующие
дискреты (дозы) указанных элемен)
тов бинарных взаимодействий.
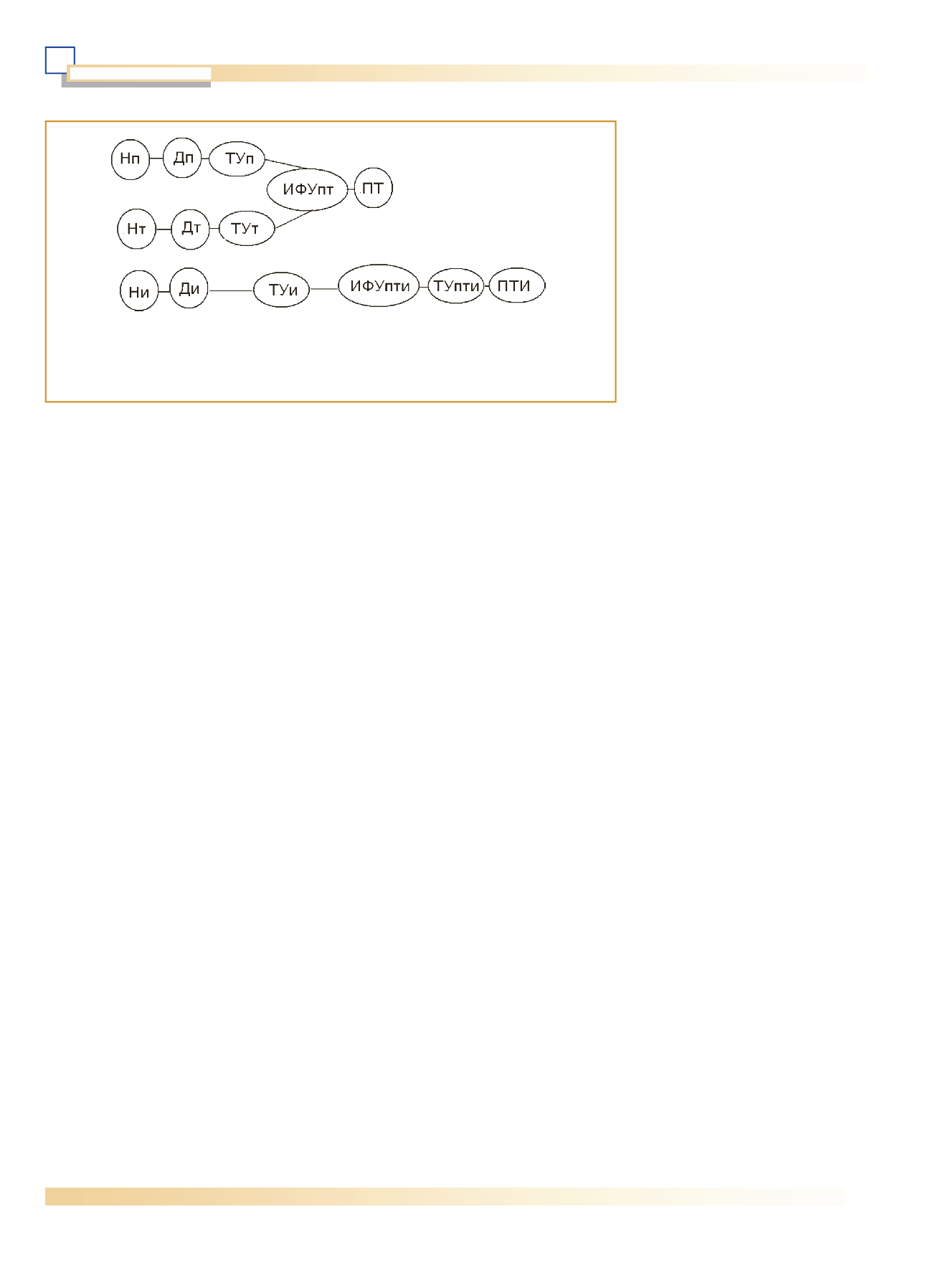
На основе такого подхода общая
принципиальная схема упаковочно)
го оборудования имеет вид, пока)
занный на рис. 3.
В виде подобных схем может быть
представлено любое сколь угодно
сложное и многоэлементное упако)
вочное оборудование. При этом все
Рис. 3. Общая принципиальная схема упаковочного оборудования: Нп; Нт; Ни –
накопители соответственно П,Т,И; Дп, Дт, Ди – дозаторы П,Т, И; Туп, Тут, ТУпт ТУпти –
транспортные устройства; ИФУпт, ИФУпти – исполнительные функциональные
устройства, реализующие соответственно взаимодействия П)Т и (ПТ) – И
данные схемы, в свою очередь, бу)
дут определяться системой дозирую)
щих устройств, необходимых для
формирования конкретной упаков)
ки. На базе вышеизложенных струк)
турных схем упаковочного оборудо)
вания формируются хроноструктура
создаваемого упаковочного обору)
дования, его компоновочные и кон)
структивные решения, а также осу)
ществляется синтез новых, нетради)
ционных видов упаковочного обору)
дования и упаковочных систем.
Конкретный вариант процесса упа)
ковывания может реализовываться
на базе одно) и многооперационно)
го упаковочного оборудования. Од)
нооперационным называется упако)
вочное оборудование, на котором
осуществляется только одна опера)
ция процесса получения упаковки.
Это фасовочные станки, на которых
реализуется соединение (вкладыва)
ние, заливка, засыпка и т. п.) отме)
ренной дозы продукта и упаковочно)
го средства.
К однооперационному относится и
все многообразие маркировочного
оборудования и, в частности, этике)
тировочные станки, а также доволь)
но большое разнообразие станков,
герметизирующих упаковку.
Многооперационным является
оборудование, на котором осу)
ществляется несколько операций,
например, фасовка, маркировка,
герметизация.
В настоящее время большое рас)
пространение получили технологи)
ческие упаковочные системы, в кото)
рых совмещаются упаковочные опе)
рации и операции по изготовлению
упаковочного средства, например,
пакета.
Технологической упаковочной сис)
темой следует считать автономный
комплекс оборудования, состоящий
из упаковочных исполнительных уст)
ройств и дополнительных устройств,
определяющих особенности данного
технологического метода упаковыва)
ния. К такому виду оборудования от)
носят технологические упаковочные
системы вакуумной упаковки продук)
тов, упаковывания в газовой моди)
фицированной среде, упаковывания
замороженной продукции и др.
Как следует из вышеизложенного,
подобный подход позволяет создать
однозначную, логично упорядочен)
ную терминологическую систему в
области упаковывания.
Решение данной проблемы, безус)
ловно, подразумевает разработку и
утверждение соответствующего ком)
плекса нормативных документов.
Электро ная Научная СельскоХ зяйственная Библи тека