







 37 / 48
37 / 48

35
МАСЛОЖИРОВАЯ ПРОМЫШЛЕННОСТЬ
№ 3-2011
ПАЛЬМОВОЕ МАСЛО
РЕЗУЛЬТАТЫ ИСС ЕД ВАНИЙ
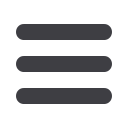
Рис. 1. Операторная модель процесса сушки фосфолипидных эмульсий
подсолнечных масел: 1 – смешивание; 2 – коагауляция и формирование хлопьев;
3 – разделение; 4 – смешивание; 5 – нагревание; 6 – процесс сушки в РПА;
7 – разделение; 8 – охлаждение; 9 – смешивание; 10 – нагревание;
11 – вакуумная сушка масла; 12 – нагревание; 13 – хранение; 14 – дозирование
Сырое
масло
Умягченная вода
14
1
2
3
D
Жировая фосфолипидная фракция
4
5 6
Теплоноситель
Конденсат
7
Пар
8 9
В
Гидратиро-
ванное масло
Высу-
шенное
масло
С
10
11
Теплоно-
ситель
Конденсат
Конденсат
12
13
14
Фосфотидный
концентрат
А
раторов дозирования сырого прес-
сового или экстракционного масла
и умягченной воды в гидрататоре,
смешивания; коагуляции и форми-
рования хлопьев фосфолипидов;
С
– подсистема включает опера-
торы нагрева и вакуум-сушки гидра-
тированного подсолнечного масла;
В
– подсистема имеет операторы:
смешивания, предварительного на-
грева, сушки влажных фосфолипид-
ных эмульсий подсолнечных масел
в горизонтальномроторно-пленочном
аппарате, разделения на парогазовую
смесь и фосфолипидную эмульсию,
нагрев горизонтального роторно-пле-
ночного аппарата греющим паром
и смешивание конденсатов;
А
– подсистема имеет операторы:
нагревания готового продукта, до-
зирования, хранения.
Процесс сушки фосфолипидных
эмульсий подсолнечных масел рас-
сматривался в производственных
условиях [2, 5]. Оценка функциониро-
вания технологическогопотока прово-
дилась по показателям качества гото-
вых продуктов трех наиболее важных
подсистем
D
,
В
,
А
, которые оказыва-
ют существенное влияние на качество
готовой продукции (табл. 1).
Каждый качественный показатель
характеризовался абсолютным зна-
чением, которое изменялось в неко-
тором интервале от максимального
до минимального значений. Этот
интервал изменения ограничивался
полем допустимой величины коле-
баний единичного показателя.
Оценка качества продукции осно-
вывалась на сравнении значения
единичного показателя качества
фосфатидных концентратов подсол-
нечного масла с соответствующим
базовым значением. Текущие зна-
чения показателей качества опреде-
ляли опытным путем в лаборатор-
ных условиях. Замеры проводились
в течение 6 ч с интервалом 30 мин
для каждой из исследуемых подси-
стем по 20 мгновенным значениям
в каждый момент замера.
На первом этапе весь диапазон
полученных значений был разбит
на классы, число которых определе-
но по правилу Штюргеса [6]:
К
= 1,32+
lg n
i
,
где
К
– число классов;
n
i
– объем вы-
борки,
i
=1…20.
По гистограммам и полигонам
распределений отражаются центры
группирования значений качествен-
ных показателей и их разброс, на-
глядное изображение которых вы-
полнено для подсистемы В сушки
фосфолипидных эмульсий в момент
нагрева во времени
τ
н
(рис. 2).
Д л я к а ж д о й и з п о д с и с т е м
по проведенным замерам получе-
ны расчетные величины коэффи-
циента смещения
Е
, определяю-
щего величину систематических
производственных погрешностей,
и коэффициента точности
Т
, ко-
торый отражает точность функци-
онирования процесса сушки при
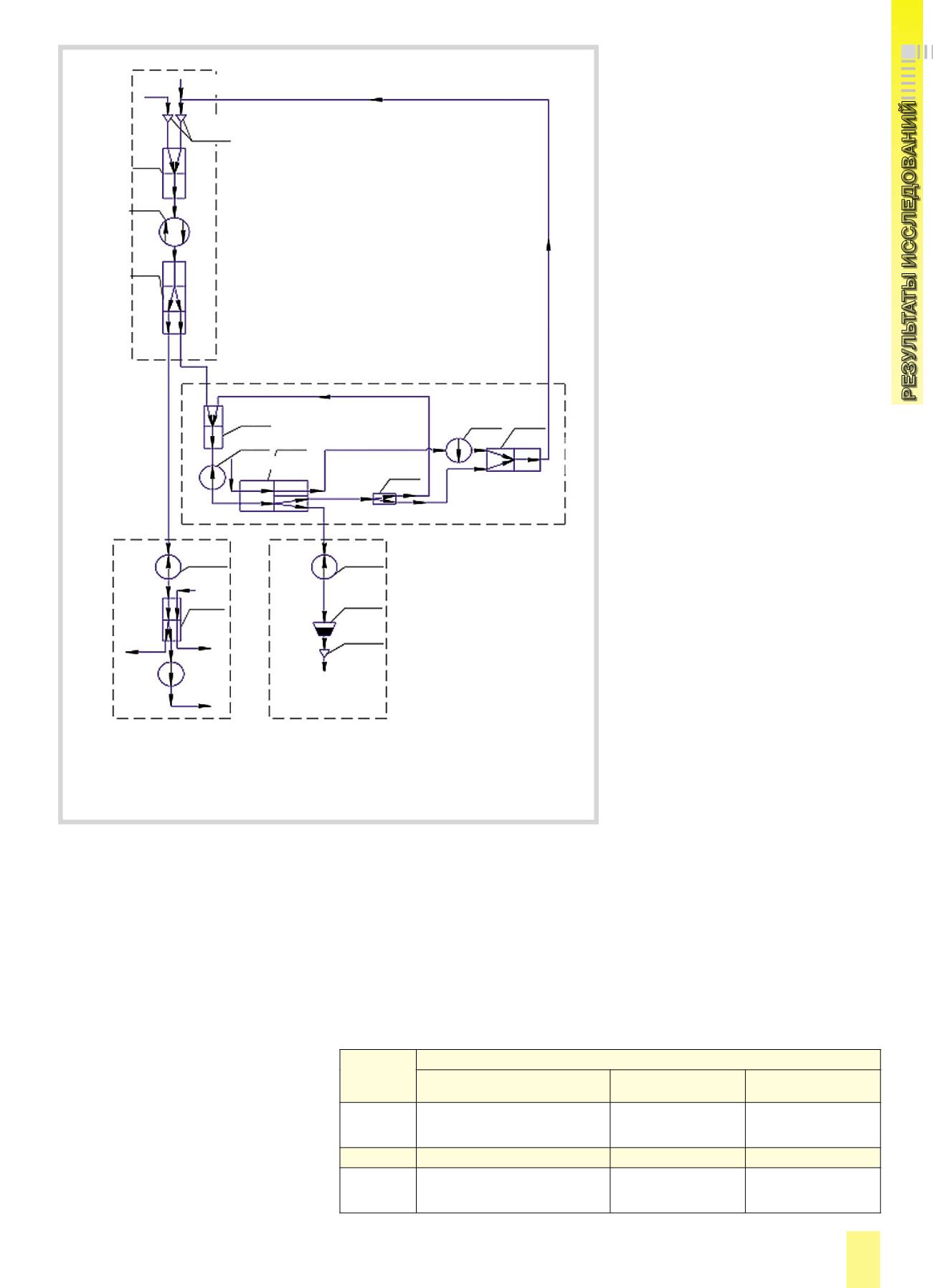
Подсистема
Выходные параметры
Наименование
Оптимальное значение
на выходе, %
Допустимые
отклонения, %
Д
Гидратации, коагуляция
и формирования хлопьев
фосфатидов
1,5
3,5
В
Сушки фосфолипидых эмульсии
7,5
9,5
А
Нагревание, дозирование,
хранение готового продукта
и отпуск для реализации
1,0
2,5
Таблица 1
Электронная Научная СельскоХозяйственная Библиотека