






 12 / 48
12 / 48

ХЛЕБОПЕЧЕНИЕ РОССИИ
3/2011
10
ТЕХНИКА И ТЕХНОЛОГИЯ
прессорного агрегата модельного
ряда Ш2-МБК А предусмотрено
автоматическое поддержание за-
данной величины расхода воздуха
(6,5–7,0 м
3
/мин) в материалопрово-
де независимо от аэродинамичес-
кого сопротивления пневмотран-
спортера при изменении длины
трассы подачи продукта в случае
переключения направления транс-
портирования. Таким способом обе-
спечивается неизменно стабиль-
ная работа пневмотранспортеров
без «завалов» и с выходом системы
на оптимальные режимы, а следова-
тельно, и максимальной экономией
энергоресурсов.
Для определения производи-
тельности (по воздуху) компрессор-
ных агрегатов, в качестве расходо-
мера использовали тарированную
трубу Вент ури. Производитель-
ность (по муке) линий определяли
по тензовесам бункерного типа,
установленным после просеива-
телей. Погрешность взвешивания
не превышала 0,3%. При испытани-
ях муку подавали из любого из де-
сяти силосов склада БХМ в любой
из пятнадцати производственных
бункеров.
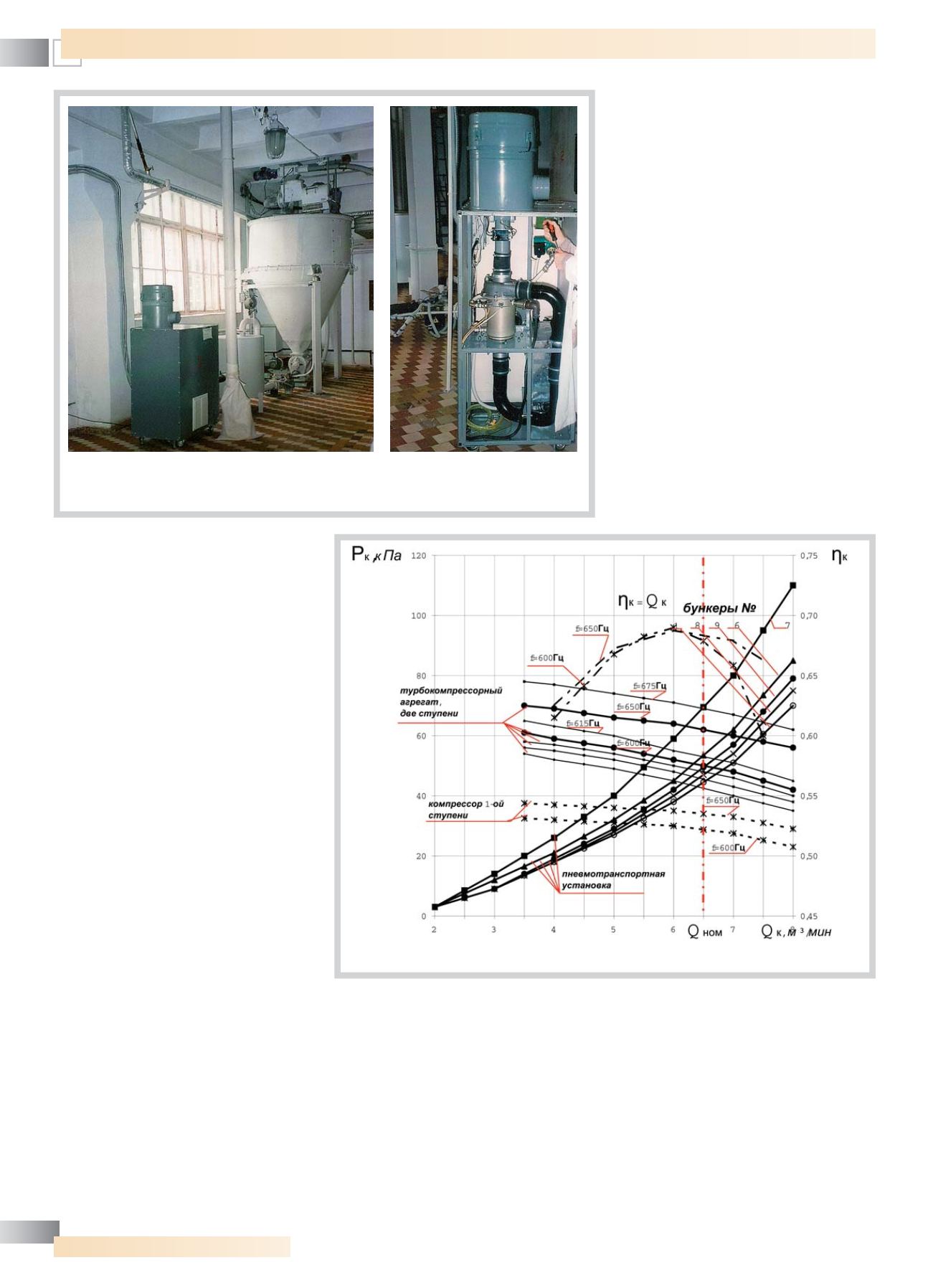
Полученныеприиспытаниях пнев-
мотранспортных линий на Магни-
тогорском хлебокомбинате данные
обработывали графоаналитическим
методом и обобщали (рис. 4).
Анализ совмещенных аэроди-
намических характеристик, пред-
ставленных на рис. 4, позволил рас-
считать потребляемую мощность
на валу агрегата, которая составила
для пневмотранспортеров в зависи-
мости от дальности линий и нагруз-
ки соответственно:
N
1
= 7,7 кВт; N
8
=8,0 кВт;
N
9
=8,5 кВт; N
6
= 9,1 кВт; N
7
=11,7 кВт.
По полученным значениям мощ-
ности и производительности пнев-
мотранспортера при разной его
длине определили удельные данные
энергоемкости пневмотранспорте-
ров.
Совмещенные аэродинамичес-
кие данные турбокомпрессорного
агрегата и пневмотранспортера
позволяют достаточно четко судить
о возможных вариациях параметров
работы турбокомпрессора Р
к
, Q
к
и
η
к
при изменениях характеристик
пневмотранспортера.
Итак, какой бы сложной не была
сеть мукопроводов на хлебозаводе,
программа работы агрегата автома-
тически, в зависимости от меняю-
щихся параметров транспортирова-
ния и свойств муки (сорт, влажность
и др.), оптимально скорректирует
работ у нагнетательной машины
и обеспечит стабильность транс-
портирования.
За последние пять лет мы опро-
бовали описанную выше принципи-
ально новую концепцию транспор-
тирования муки в условиях реально-
го предприятия (на базе 10 крупных
хлебозаводов России), что позво-
лило использовать и предложить
народному хозяйству высокотехно-
логичные, высоконадежные, эколо-
гически безопасные с практически
неисчерпаемым ресурсом работы
нагнетательные машины.
ЛИТЕРАТУРА
Володин, Н.П.
Справочник по аспирацион-
ным и пневмотранспортны установкам /
Н.П. Володин, М.Г. Касторных, А.И. Кри-
вошеин. – М.: Колос, 1984.
Турчанинова, Т.П.
Техника и технология
бестарного хранения муки / Т.П. Турчани-
нова. – М.: Пищепромиздат, 2009.
Рис. 4. График совмещения аэродинамических характеристик пневмотранспортеров
и турбокомпрессорного агрегата
Рис. 3. Турбокомпрессорный агрегат Ш2-МБКА на Магнитогорском хлебокомбинате:
один из серии – внешний вид (а), в процессе наладки (б)
а
б
Электронная Научная СельскоХозяйственная Библиотека