







 94 / 136
94 / 136

ОБОРУДОВАНИЕ и УПАКОВКА
ПИВО
и
НАПИТКИ
4
•
2005
портных устройств. Рабочие места
операторов располагаются по обе
стороны от экранов.
Инспекционные машины.
В на
стоящее время из всего разнообразия
визуальных инспекционных машин в
отрасли наиболее распространены
линейные машины с непрерывным пе
ремещением бутылок (конвейерного
типа) и просмотром их при перевора
чивании [1, 4].
Современные машины такого типа
выпускаются под марками: В6 ВИА,
В6 ВИБ, МБ 70, Д9 ВАБ, БЗ ВРК/5,
БЗ ВУЛ/3, ЛПМ7 6010. Ниже для
примера описаны машины В6 ВИА и
В6 ВИБ. Машины различаются на
правлением движения бутылок (в
ВИА — слева направо, в ВИБ — спра
ва налево).
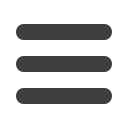
Общий вид машины ВИА (ВИБ) по
казан на рис. 2,
а.
Все основные сбо
рочные единицы машины закреплены
на станине, за исключением электро
шкафа, который устанавливается от
дельно.
Станина представляет собой свар
ную конструкцию, в верхней части
которой смонтирован привод. Привод
состоит из электродвигателя, вариа
тора и червячного редуктора, на ве
дущем валу которого расположены
предохранительная муфта и сменные
шкивы. На ведомом валу редуктора
находится звездочка, от которой че
Рис. 2. Инспекционная машина В6 ВИА (В6 ВИБ):
а — общий вид; 1 — механизм ввода и вывода бутылок; 2 — направляющая;
3 –бутылконоситель; 4 — станина; 5 — светильник; б — кинематическая схема
(вариант для машины ВИА)
2
1
3
5
4
а
б
Z
= 13
Z
= 36
Z
= 16
Z
= 27
Z
= 16
Z
= 24
N
= 0,37 кВт
n
= 1420 мин
–1
D
max
= 100
D
min
= 58
D
p
= 100 или 140
n
max
= 1420 мин
–1
n
min
= 965,6 мин
–1
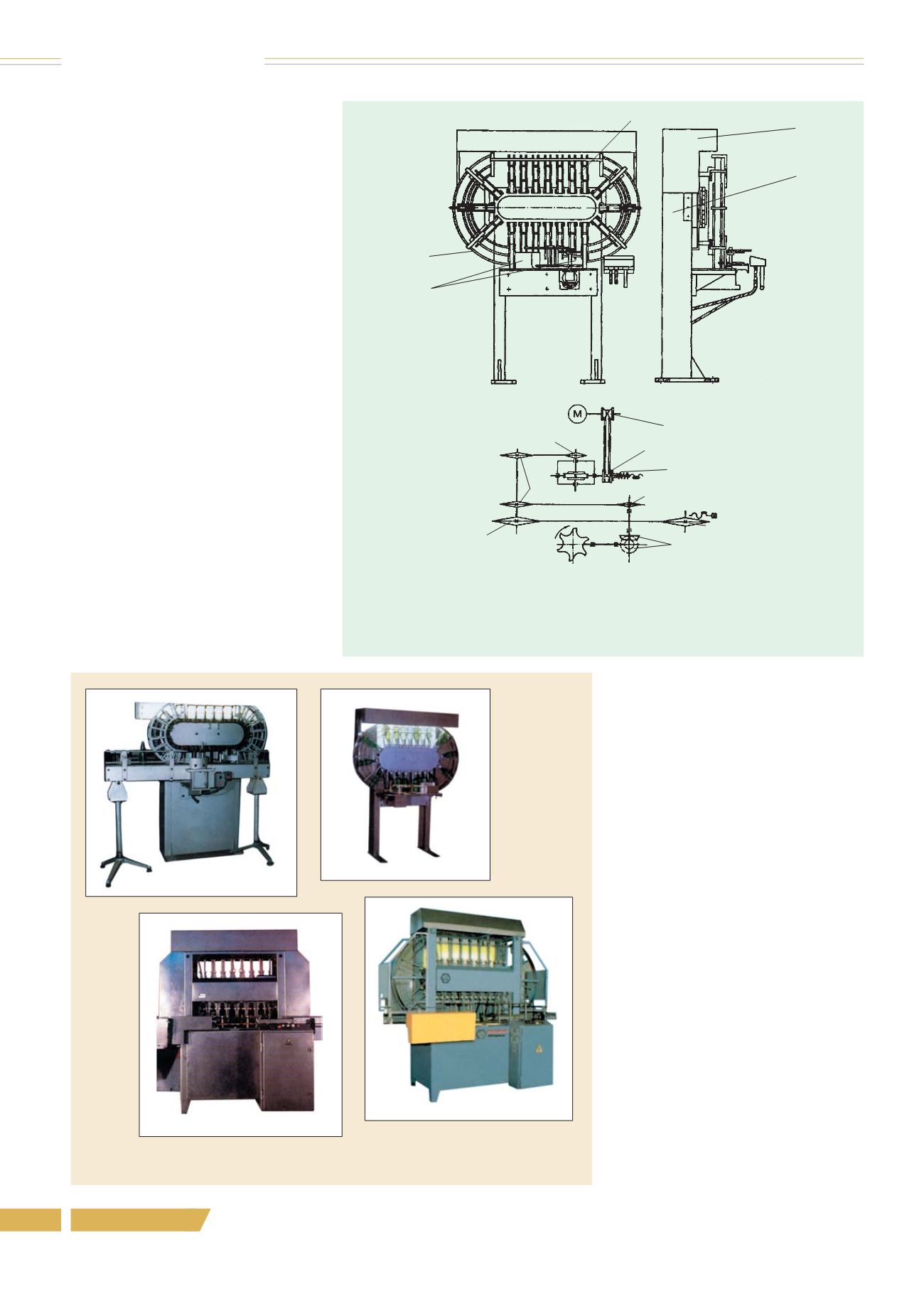
Рис. 3. Общие виды инспекционных машин: а — МБ 70; б — ЛПМ7 6010;
в — БЗ ВУЛ/3; г — БЗ ВРК/5
а
б
в
г
рез цепную передачу приводится во
вращение ведущий вал цепи с бутыл
коносителями.
Бутылконосители сварной конст
рукции состоят из двух отштампо
ванных щек, соединенных между со
бой двумя перемычками. К верхней
перемычке крепится регулируемый
упор — ограничитель положения бу
тылки, к нижней — кронштейн (та
релка), служащий нижней опорой
при перевороте бутылки горлышком
вниз. Тарелка имеет вертикальные
пазы, обеспечивающие регулирова
ние опоры по высоте бутылки. На
щеки бутылконосителей надеваются
пластмассовые вкладыши, обеспечи
вающие необходимый боковой зазор
при входе бутылок в бутылконосите
ли. Ввод и вывод бутылок в бутылко
носители осуществляются механиз
мом, состоящим из горизонтально
расположенного стола, звездочки,
захватывающей бутылки с конвейера
и подающей их в бутылконосители,
шаблона и направляющих, обеспечи
вающих плавный вывод бутылок на
конвейер. Захватывающая звездочка
приводится во вращение через кони
ческую и цепную передачи от вала
ведущей звездочки цепи с бутылко
носителями. Такая кинематическая
Электронная Научная СельскоХозяйственная Библиотека