







 9 / 108
9 / 108

7
ПИЩЕВАЯ ПРОМЫШЛЕННОСТЬ
9/2006
TECHNICAL SUPPLY OF INDUSTRY
ма заделки верха ящика, механизма
обандероливания, привода и пневмоси%
стемы.
На станине сборно%сварной конструк%
ции смонтированы все механизмы авто%
мата. На раме станины установлены два
винта регулирования автомата по шири%
не. Группа механизмов перемещения
ящика состоит из приемного рольганга
1
, нижнего
9
и верхнего
11
транспорте%
ров%рольгангов. Приемный рольганг
имеет раму, внутри которой установле%
ны ролики. Рольганг смонтирован на
оси, задняя наклонная часть его соеди%
нена шарнирно с пневмоприводом.
Транспортер имеет две боковины, в
которых размещены цепные передачи с
двумя парами толкателей. Верхний и
нижний рольганги состоят из рам, в ко%
торых укреплены ролики. На верхнем
рольганге ролики устанавливаются под%
пружиненными.
Низ ящика склеивается при помощи
механизмов предварительного раскры%
тия боковых клапанов ящика и механиз%
ма впрыскивания клея.
Группа механизмов заделки верха
ящиков состоит из узлов: предваритель%
ного раскрытия продольных клапанов
ящика
3
, закрытия поперечных клапанов
(заднего – механизмов
2
, переднего –
направляющими), впрыскивания клея
насосом
5
, закрытия продольных клапа%
нов (направляющими
4
).
Механизм обандероливания, ниж%
ний и верхний, состоят из рулонодер%
жателей, роликов
6
, узлов
7
резки лен%
ты и системы подачи воды
10
. Механиз%
мы резки ленты работают от пневмо%
цилиндров. Механизмы обандероли%
вания низа и верха по конструкции
одинаковы.
Привод автомата осуществляется от
электродвигателя
8
через клиноремен%
ную передачу и червячный редуктор.
Включение главного вала производится
через храповое устройство.
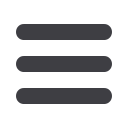
Технологическая схема автомата по%
казана на рис. 3.
Короба с уложенными изделиями по
рольгангу
9
(поз.
I
) подаются на роли%
ковый транспортер
10
, где закрываются
нижние продольные клапаны (поз.
II
).
При переходе на следующую позицию с
помощью неподвижных направляющих
7
и
12
и качающихся подгибателей
8
зак%
рываются верхние клапаны (поз.
III
).
Перед этим на верхний передний клапан
наносится клей. На этой же позиции клей
через патрубки
11
наносится на нижние
продольные клапаны. При переходе на
следующую позицию вращающиеся в
ваннах с водой ролики
5
подают на ко%
роб гумированную ленту
4
, одновремен%
но смачивая ее. Лента к коробу прижи%
мается щетками
2
(поз.
IV
). В этот же
момент через сопло
6
впрыскивается
клей на задний верхний клапан. При пе%
ремещении короба на рольганг
14
пол%
ностью проклеиваются лентой стыки кла%
панов (поз. V). После этого перфориро%
ванным ножом
13
отрезаются ленты, и их
концы прикатываются к торцам коробов
с помощью прижимных роликов
3
. Об%
клеенные короба обжимаются под при%
жимными роликами
1
и подаются на от%
водящий транспортер
15
готовой продук%
ции. В табл. 2 приведены технические ха%
рактеристики автомата А5%АО2К.
Заклеивание гофрокоробов на полу%
автоматическом или автоматическом
оборудовании в настоящее время про%
изводится клейкими лентами, изготов%
ленными на основе биаксиально%ориен%
тированного полипропилена (скотч).
Свойство клеевого слоя, основу которого
составляет акриловое соединение, по%
зволяет хранить клейкие ленты до 2 лет
и использовать их даже при низких тем%
пературах. Общая толщина ленты – 40,
43, 45, 47, 50, 54 и 65 мкм; удержива%
ющая сила – 5, 10, 20 мин; сопротивле%
ние растяжению – 14 кг/мм
2
; удлине%
ние – 110, 140 %; клей – акриловый, со%
став на водной основе; адгезия – не
менее 4,5 Н/см
2
.
Склеивающие ленты (скотч) имеют
следующие параметры: ширина – 48, 50,
75 мм; длина – 20, 25, 36, 60, 66, 100,
150, 600, 700, 900 и 990 м; толщина –
40, 43, 45, 50 и 65 мкм; цвет – прозрач%
ный, тонированный, красный, синий,
зеленый, желтый и золотой.
Упаковочные клейкие ленты типа
«скотч» с логотипом обеспечивают защи%
ту упаковки от подделки, повышают ин%
формативность упаковки, служат отлич%
ным дополнением к рекламной поддер%
жке продукции и улучшению имиджа
предприятия, а также повышают инфор%
мативность упаковки, что служит пассив%
ной рекламой предприятия и своеобраз%
ным выполнением закона РФ о марки%
ровке собственности продукции (рис. 4).
Качество ленты и печати обеспечивает
прочность упаковки в различных усло%
виях, сохранность груза при транспор%
тировке, улучшает товарный вид.
Ниже приводится описание машин
сравнительно небольшой производи%
тельности для заклейки гофрокоробов,
выпускаемых различными зарубежными
производителями и поставляемых в Рос%
сию компаниями ЗАО «АФС Автомати%
ка», ООО МПФ «Союзпак», «МЕРПАСА»
(«Современные упаковочные техноло%
гии»), ООО «Лидер Новых Технологий»
и др.
Фирма ЗАО «АФС Автоматика» пред%
лагает ряд полуавтоматических и авто%
матических машин для заклейки гофро%
картонных коробов. Изготовитель ма%
шин – фирма SIAT (Италия).
На рис. 5 представлены модели S2
(а)
,
SR4
(б)
, SM8%P
(в)
и SM11%P
(г)
. Модель
S2 предназначена для заклейки коробов
одного формата. Производительность –
800 кор/ч. Размеры коробов – min
150
×
140
×
110 и max
∞×
500
×
500 мм. Для
закрытия верхних створок короба требу%
ется оператор.
Модель SR4 применяется для заклейки
коробов разного формата. Производи%
тельность – 800 кор/ч. Размеры коробов –
min 150
×
140
×
110 и max
∞×
500
×
500 мм.
Рис. 3. Технологическая схема автомата А5%АО2К
Таблица 2
Технические характеристики автомата
А5 АО2К
Рис. 4. Клейкая лента типа «скотч» с
логотипами
ьлетазакоП
K2ОА%5А
%ьлетидовзиорП
коборок,ьтсон
нимв
51
,икборокремзаР
мм
581х075x002
÷
004x059х044
яамеялбертоП
тВк,ьтсонщом
1,1
мм,ытирабаГ
0471х059х0013
гк,ассаМ
009
Электронная Научная СельскоХ зяйстве ная Библиотека