







 49 / 104
49 / 104

47
ENGINEERING AND TECHNOLOGY
ПИЩЕВАЯ ПРОМЫШЛЕННОСТЬ
5/2006
вания к технологии сварки зависят
от сферы применения сварных труб
.
Типичные сферы применения не
ржавеющих труб в зависимости от
применяемой сварочной технологии
показаны в табл. 1.
Сравним две типичные технологии:
TIG и HF.
Способ TIG (Tungset Inert Gas)
Этот способ наиболее часто употреб
ляется для производства сварных труб
высокого качества из нержавеющих
сталей.
Источником генератора тепла для
плавки краев служит дуга, которая об
разуется между вольфрамовым элект
родом и трубой. Защитный газ, на
правляемый на сварочную горелку, об
волакивает зону плавки с наружной
поверхности трубы и одновременно,
но уже другим способом, подается
внутрь трубы, чтобы защитить зону
плавки и изнутри, удерживаясь там с
помощью заглушки.
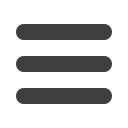
При способе сварки TIG по причине
воздействия тепла только на наружную
поверхность трубы зона плавления не
избежно окружается обширной зоной
термического раздражения, вслед
ствие чего шов оказывается более ши
роким (рис. 1). Но по этой же самой
причине TIG шов наиболее прочный и
легче удаляется.
При соблюдении технологических
параметров сварки не требуется даже
дополнительной термической обра
ботки для устранения возможных из
менений микроструктуры сварных
швов.
При этом скорость TIG сварки невы
сока, и поэтому цена готовой трубы бу
дет выше, чем при использовании дру
гих видов сварки.
На рис. 1 виден сварной шов, полу
ченный методом TIG. Шов плотный,
однородный, без пустот и раковин.
Прочность сварного шва соответствует
прочности основного материала трубы.
В директиве ЕС по оборудованию,
работающему под давлением
(PED – Pressure Equipment Directive),
совершенно однозначно указано,
что для оборудования, работающе
го под давлением свыше 0,5 бар
могут применяться нержавеющие
сварные трубы, произведенные
только способом TIG (см. табл. 1).
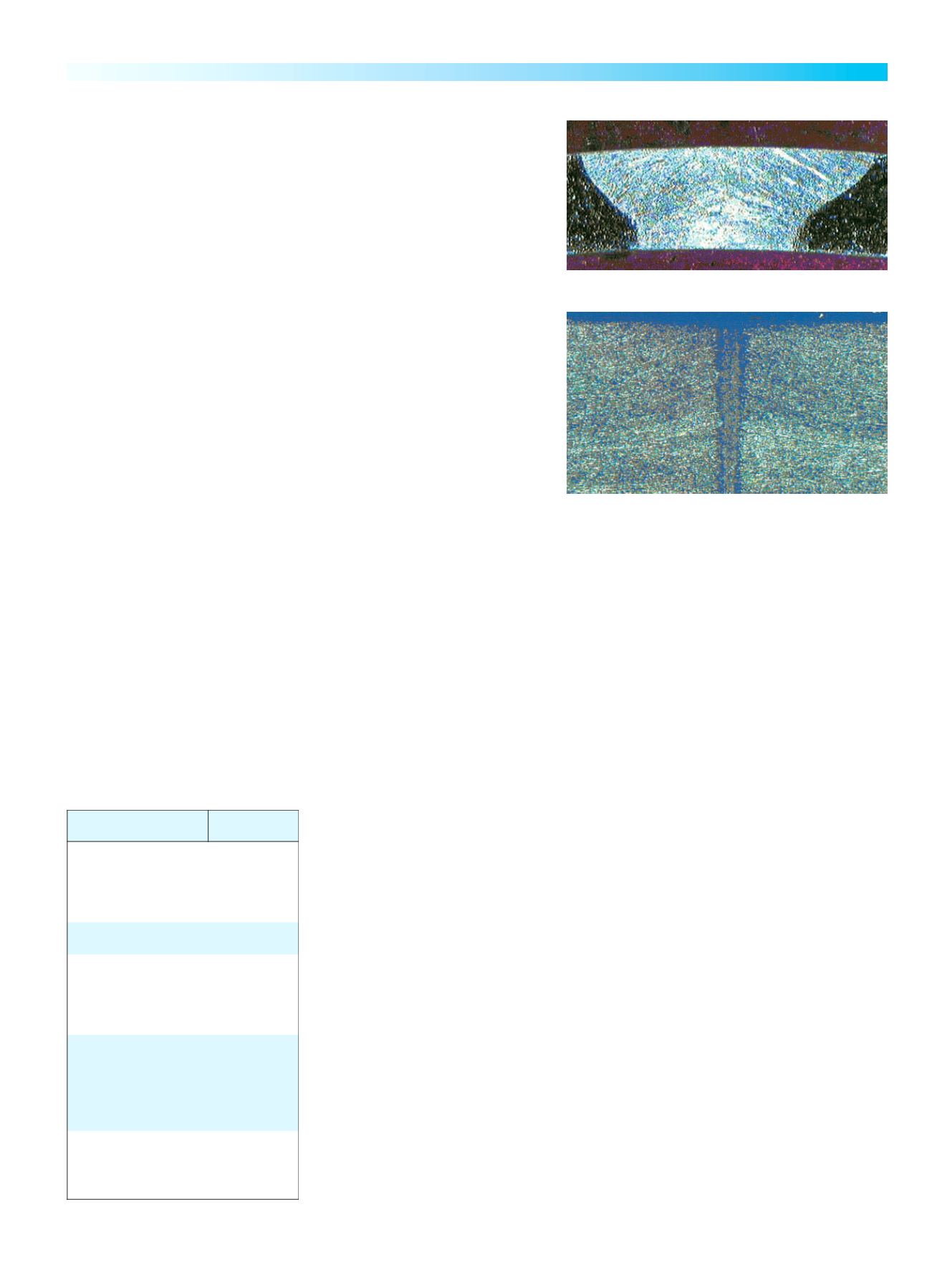
Высокочастотная сварка (HF)
На первый взгляд, особенно с точки
зрения микроструктуры, высокочастот
ная сварка (HF) имеет весьма интерес
ные характеристики, благодаря тому
что зона плавления резко ограничена,
а зона термического раздражения
(прилегает к зоне плавления) практи
чески отсутствует (рис. 2). Разогрев
краев происходит равномерно по всей
толщине, а скорость достижения тем
пературы плавки – около 0,01 в 1 се
кунду. С геометрической точки зрения
высадка шва как внутри, так и снаружи
оказывается прочной и прямой.
Применение высокочастотной свар
ки в настоящее время находит все бо
лее широкое распространение, осо
бенно в областях, где используются
декорирование, строительные конст
рукции, в промышленном машино
строении. В основном это связано с вы
сокими скоростями, достигаемыми при
сварке.
Производительность сварки до 20
раз выше, чем при использовании
сварки TIG.
На первый взгляд может показаться,
что технология HF выигрывает как с
точки зрения качества, так и с точки
зрения производственных затрат.
Что касается затрат – тут сомнений
нет.
Цена труб, произведенных
сваркой HF, на 10 % ниже, чем у
труб, изготовленных с применени
ем сварки TIG.
В отношении качества, однако, не
обходимо отметить, что наиболее
ценное свойство, такое как сжатость
зоны плавки, в действительности про
являет себя как слабый пункт, когда
речь идет о продукции, требующей
высокой надежности, такой как, на
пример, химическое и нефтехимичес
кое оборудование, оборудование для
пищевой промышленности, теплооб
менники и т. д.
Действительно, совершенно очевид
но, что необходимые свойства сварно
го шва могут быть достигнуты только
при наличии гарантии сохранения ус
ловий и параметров процесса, которые
не так легко достигаемы в высокоско
ростном процессе HF сварки. Более
того, при недостаточной обработке
кромок и ввиду контактного процесса
сварки в сварном шве могут образовы
ваться раковины и непровары, что на
глядно это показано на рис. 2. Сварной
шов неплотный, в нем присутствуют
пустоты, которые самым отрицатель
ным образом сказываются на прочнос
ти сварного соединения.
Симптоматичен тот факт, что
сферы применения техники высо
кочастотной сварки весьма ограни
чены и сведены к производству труб
декоративного, структурного или
механического назначения при
полном исключении их использова
ния в термоустановках, оборудова
нии пищевой, химической и нефте
химической, фармацевтической
промышленности.
Качество поверхности, финишная
обработка
Качество наружной и внутренней по
верхности – один из самых существен
ных свойств трубной продукции, опре
деляющей область ее применения,
цену и сроки изготовления.
Сварные трубы производят из хо
лоднокатаного или из горячекатаного
рулонного проката. Для нужд пищевой
промышленности на финишной стадии
производства трубы могут подвергать
ся термической обработке (например,
светлый отжиг), химической обработке
(травление) и механической обработке
(шлифование внутренней поверхности
до чистоты поверхности 0,5–0,8 мкм в
Таблица 1
Рекомендуемые сферы применения
труб с различными способами сварки
яиненемирпарефС
икравсбосопС
ялделсичмотв,рокеД
икворилопйоньлакрез
мотв,иицкуртсноK
еыньлетиортселсич
чозургзар(тропснарТ
)авозук,иквонатсуеын
окосыВ
яантотсач
яанрезал/)FH(
яавещиП
ьтсоннелшыморп
GIT
акворитропснарТ
хынвиссергаолам
йетсокдиж
GIT
атечосвGIT
немзалпсиин
йокравсйон
яанрезаЛ
акравс
ьнечоакворитропснарТ
хынвиссерга
йетсокдиж
ихетфен,яаксечимиХ
,яавозаг,яаксечим
жамуб,яаксечитегренэ
итсоннелшыморпяан
GIT
вGIT
сиинатечос
йоннемзалп
йокравс
яанрезаЛ
акравс
икиннембоолпеТ
илетирапсИ
илетинсерпО
яаксечитвецамраФ
ьтсоннелшыморп
GIT
Рис. 1. Сварной шов. Способ сварки TIG
Рис. 2. Сварной шов. Способ сварки HF
Электронная Научная СельскоХозяйстве ная Библиотека