







 48 / 134
48 / 134

Молочнохозяйственный вестник, №3 (15), III кв. 2014
48
ТЕХНИЧЕСКИЕ НАУКИ
где γпз – жесткость технологической пары «приспособление – заготовка»;
yз – смещение заготовки относительно станины станка, мкм.
Следует указать на возможность создания таких условий обработки, при кото-
рых жесткостью заготовки можно пренебречь, например, минимизировав изгиба-
ющий момент от действия на заготовку силы Py. Тогда жесткость приспособления
γп = γпз.
В нашем случае представляет интерес сравнение экспериментальных значе-
ний жесткости технологической системы СПИД специализированного круглошли-
фовального станка 3А423 с использованием стандартного патрона - центросме-
стителя и универсального фланцевого центросместителя. В связи с этим возникла
необходимость проведения испытаний, основные этапы которых следующие:
1. Закрепление коленчатого вала слева с помощью стандартного патрона –
центросместителя, а справа – с помощью УФЦ.
2. Создание измерительных баз шлифованием крайних шатунных шеек колен-
чатого вала с целью обеспечения отсутствия радиального биения поверхностей в
местах контакта мерительного штифта индикатора часового типа.
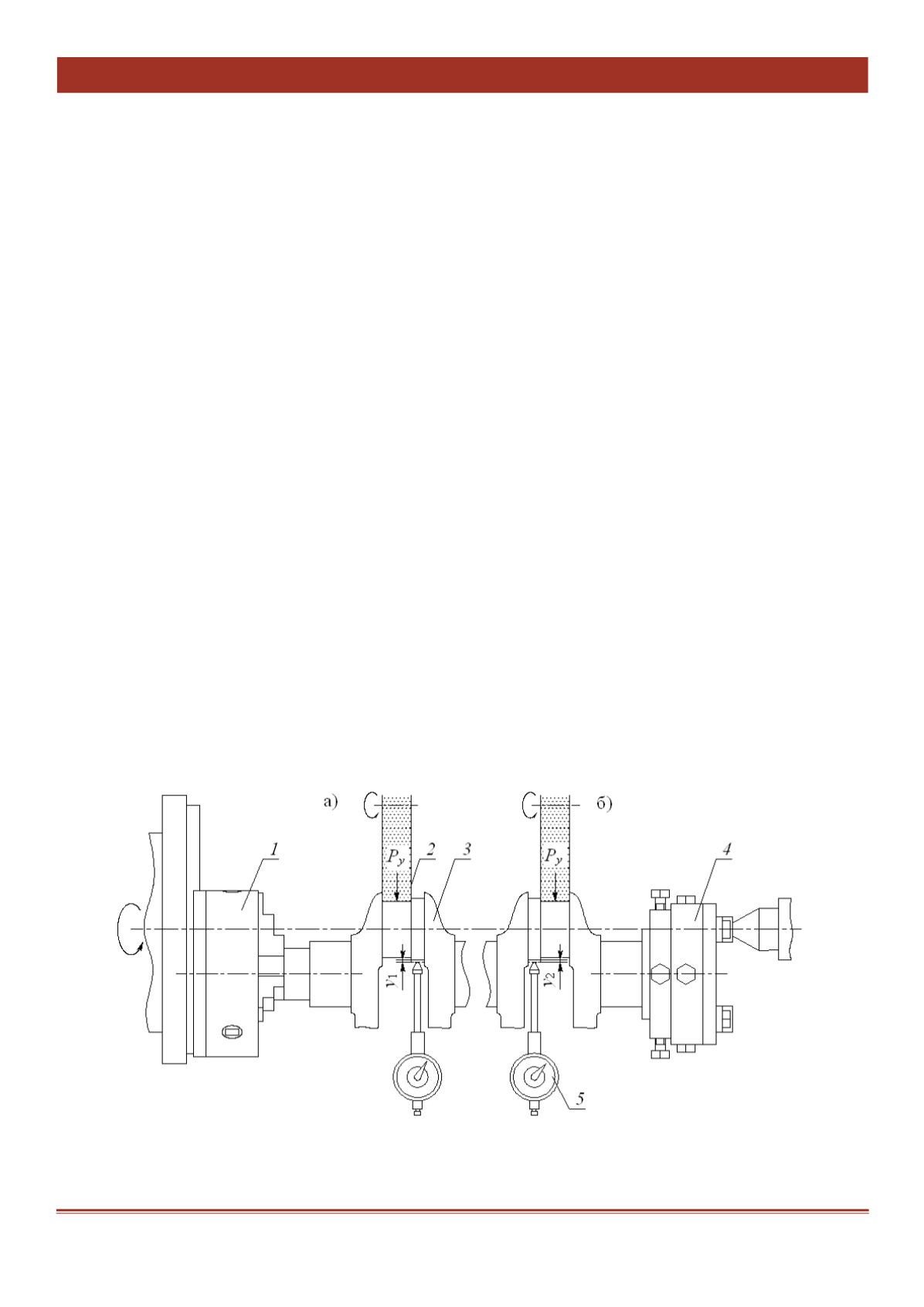
3. Измерение смещения левой шатунной шейки коленвала y1 относительно
станины станка при врезном шлифовании (рис. 2, а).
4. Измерение смещения правой шатунной шейки коленвала y2 (рис. 2, б).
5. Вычисление радиальной составляющей силы Py по формулам 2 и 3.
6. Определение и сравнение значений жесткости соответственно стандартного
патрона – центросместителя и УФЦ.
Испытания проводились при следующих условиях:
- коленчатый вал двигателя УМЗ 406;
- индикатор часового типа с ценой деления 0,001 мм;
- режим шлифования: sрад = 12 мм/мин; vк = 28 м/с, vд = 4 м/мин.
Рисунок 2. Измерение смещения шатунных шеек коленвала при испытании на жесткость
патронов – центросместителей:
Электронная Научная СельскоХозяйственная Библиотека