







 202 / 238
202 / 238

276
Сжатие осуществляется с двух сторон. Следовательно, ослабленная зо-
на перемещается в средние слои брикета, что уменьшает крошимость. Техно-
логический процесс непрерывен благодаря круговому перемещению камер
цепным конвейером и прокатывающему воздействию зубчатых колес. Брике-
ты формируются порционным сжатием кормов в замкнутом пространстве,
что позволяет использовать положительные стороны сжатия в закрытой ка-
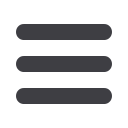
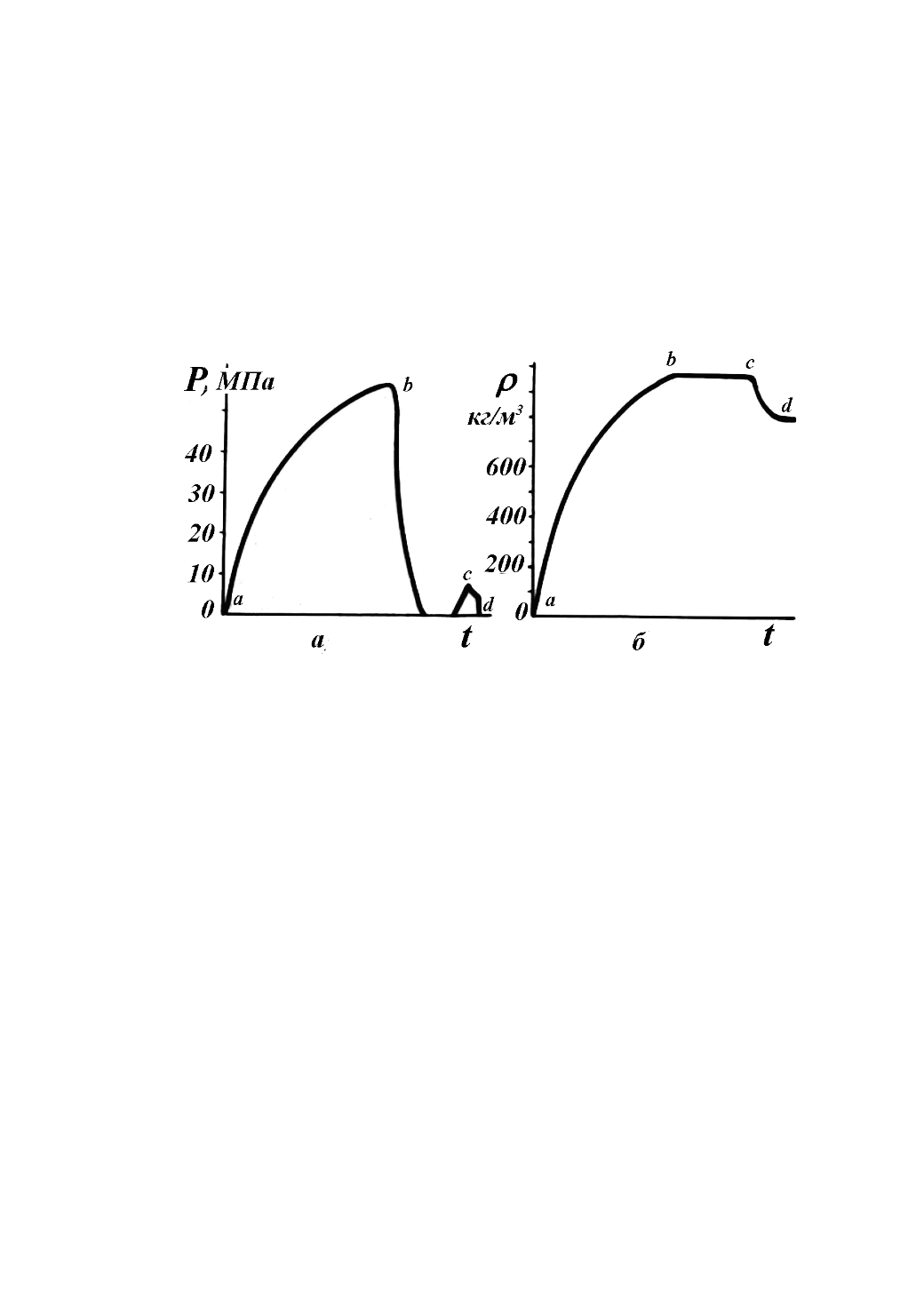
мере. Брикет длительное время (участок
в–с
рисунка 6.3
б
) находится в каме-
ре, что способствует интенсивному рассредоточению напряжений и сниже-
нию упругого последействия (участок
c–d
).
а –
функция усилия сжатия
P=f
1
(t)
;
б –
функция напряжений
ρ=f
2
(t)
Рисунок 6.3 – Диаграмма прессования рабочим органом шестерѐнного пресса
формующего типа
Естественно, сочетание в описанной конструкции положительных ка-
честв рабочих органов существующих прессов привело к усложнению кон-
струкции.
Однако снижение энергоемкости процесса брикетирования оправдыва-
ет это.
6.2.2 Длительность выдержки брикета в камере прессования
Во время нахождения сформированного брикета в камере пресса про-
исходит релаксация напряжений, т.е. перераспределение их в пользу увели-
чения пластических деформаций при постоянном значении деформации.
Закономерности релаксации напряжений и течения кормов под давле-
нием рассматривались доктором технических наук В.И. Особовым [91, 95,
96].
Промежуток времени до полного рассеивания напряжений очень велик
и зачастую неопределим. К тому же реализовать слишком длительную вы-
держку на реальном прессе нецелесообразно из-за снижения производитель-
ности. Поэтому наибольший интерес представляет определение промежутка
времени, в течение которого напряжения снижаются наиболее быстро. Об-
Электронная Научная СельскоХозяйственная Библиотека