





 107 / 224
107 / 224

«
SIMA 2005
»
ТЕХНИКА ДЛЯ РАСТЕНИЕВОДСТВА
107
Бункерные хранилища по способу компо
новки выполняются сблокированными и из
отдельно стоящих ячеек. Форма бункеров
(силосов) может быть различной. В основ
ном используют бункеры, имеющие в плане
форму правильного многоугольника или кру
га (т.е. в виде многогранника или цилиндра).
В зависимости от конструкций нижней выг
рузной части различают бункеры с плоским
днищем и воронкообразным — на опорных
стойках. Большая часть зарубежных бунке
ров с плоским днищем. Однако некоторые
фирмы, например, «Zuko» (Австралия),
«Petkus» (ГДР), «Zeppelin» (ФРГ) и др. вы
пускают бункеры с воронкообразным дни
щем на опорах, учитывая удобство, простоту
и надежность конструкции. В этом случае
значительно возрастает металлоемкость из
делия — на 30 40%). В связи с этим некото
рые фирмы используют бетонные опоры. По
способу изготовления и монтажа можно вы
делить две разновидности конструкций бун
керов: панельные и возводимые методом ру
лонирования (как правило, сварные).
Наибольшее распространения за рубежом
получили конструкции хранилищ, собирае
мых из панелей, стыкуемых между собой с
помощью соединений.
Панели сборнометаллических хранилищ
изготавливают в заводских условиях, в ос
новном, двумя способами. Первый способ
заключается в формировании панели с отги
бами жесткости по периметру из плоского
листа. Панель выполняется (с помощью
штампа) плоской для многогранных ячеек
или с определенным радиусом кривизны —
для цилиндрических. Ячейки из штампован
ных панелей выпускают фирмы «Butler»,
«Shivvers» и др. При втором способе панели
изготавливают из профилированной ста
ли (волнистого или гофрированного про
филя). Профилирование листовой стали
может выполняться на специальных про
катных линиях или непосредственно в
процессе изготовления панелей.
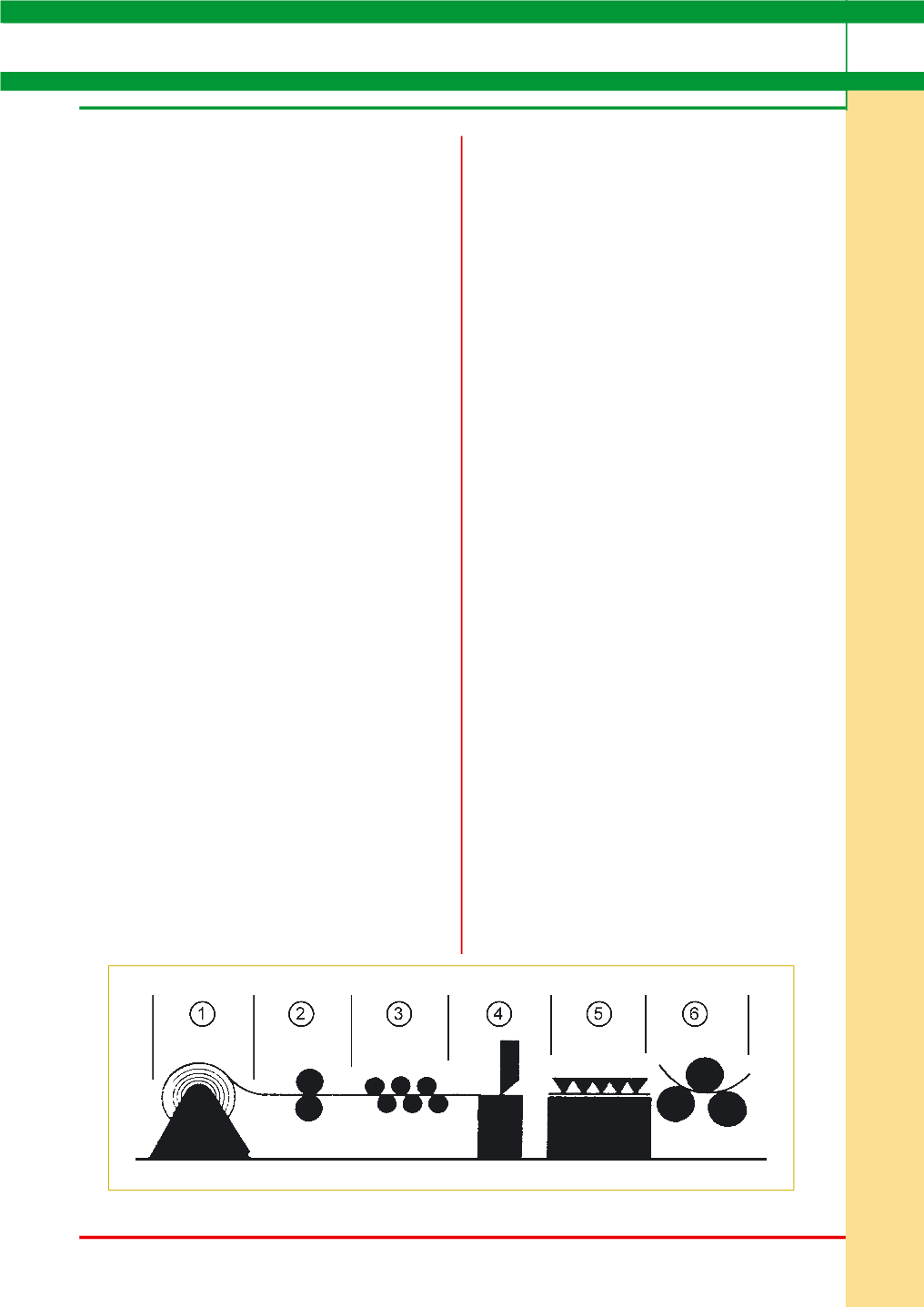
Схема типовой технологии изготовле
ния панелей с одновременным профили
рованием волны представлена на рис. 1.6.5.
Рулон листовой стали, установленный на
опорах (1), предварительно правится на
вальцах (2). На этапе (3) лента листовой
стали профилируется в вальцах, имеющих
соответствующую волнообразную образу
ющую. Всего профилирующих вальцов
около 40 (20 шт. — верхнее профилирова
ние и 20 шт. — нижнее). Профилирование
начинается от середины и по мере его про
катывания распространяется к краям. При
этом первые четыре шесть вальцов профи
лируют одновременно две три волны, сле
дующие четыре шесть увеличивают число
волн до четырех пяти (по одной от сере
дины листа) до выполнения профиля по
всей ширине листа. Профилированную
ленту режут на отдельные листы (этап 4),
размеры которых соответствуют габари
там развертки панели. Далее пробивают
отверстие под болты и изгибают лист по
определенному радиусу кривизны (этапы
5, 6). Профили панелей, выпускаемых ве
дущими зарубежными фирмами, изобра
жены на рис. 1.6.6.
Волнистый профиль (1, 2) применяют
с горизонтальным расположением волн.
Это расположение обеспечивает наилуч
шую работу стенки оболочки как при вет
ровой нагрузке пустой емкости, так и при
динамических нагрузках, возникающих в
Рис. 1.6.5. Схема изготовления панелей с одновременным профилированием
Электронн я Научная СельскоХозяйственная Библиотека