






 323 / 344
323 / 344

ном спецификой зоны возделывания, хозяйственными условиями и требованиями к
получаемому продукту
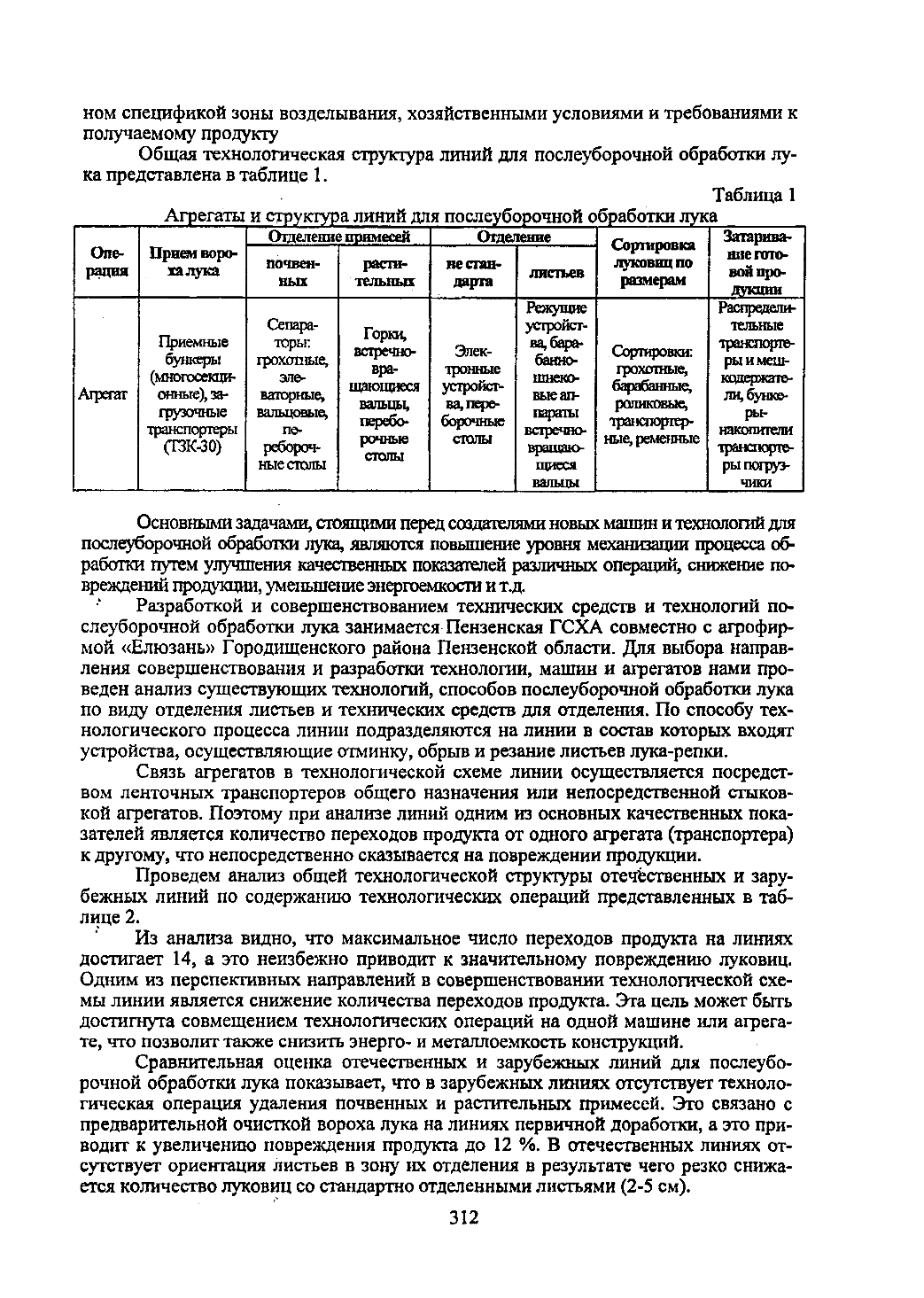
Общая технологическая структура линий для послеуборочной обработки лу
ка представлена в таблице 1.
Таблица 1
Агрегаты и структура линий для послеуборочной обработки лука
Опе
рация
Прием воро
ха лука
Отделение примесей
Отделение
Сортировка
луковиц по
размерам
Затарива
ние гото
вой про-
дукции
почвен
ных
расти
тельных
нестан
дарта
листьев
Агрегат
Приемные
бункеры
(многосекци
онные),за
грузочные
транспортеры
(ТЗК-ЗО)
Сепара
торы:
грохсгшые,
эле
ваторные,
вальцовые,
пе
ребороч
ные столы
Горки,
встречно-
вра
щающиеся
вальцы,
перебо
рочные
столы
Элек
тронные
устройст
ва,пере
борочные
столы
Режущие
устройст
ва,бара*
банно-
шнеко
выеап-
параты
встречно-
вращаю
щиеся
вальцы
Сортировки:
грохсгшые,
барабанные,
роликовые,
трансшргер-
ные, ременные
Распредели
тельные
транспорте
ры и меш-
кодержате-
ли,буйке-
ры-
накопигели
транспорте
ры погруз
чики
Основными задачами, стоящими перед создателями новых машин и технологий для
послеуборочной обработки лука, являются повышение уровня механизации процесса об
работки путем улучшения качественных показателей различных операций, снижение по
вреждений продукции, уменьшение энергоемкости и тд.
Разработкой и совершенствованием технических средств и технологий по
слеуборочной обработки лука занимается Пензенская ГСХА совместно с агрофир
мой «Елюзань» Городищенского района Пензенской области. Для выбора направ
ления совершенствования и разработки технологии, машин и агрегатов нами про
веден анализ существующих технологий, способов послеуборочной обработки лука
по виду отделения листьев и технических средств для отделения. По способу тех
нологического процесса линии подразделяются на линии в состав которых входят
устройства, осуществляющие отминку, обрыв и резание листьев лука-репки.
Связь агрегатов в технологической схеме линии осуществляется посредст
вом ленточных транспортеров общего назначения или непосредственной стыков
кой агрегатов. Поэтому при анализе линий одним из основных качественных пока
зателей является количество переходов продукта от одного агрегата (транспортера)
к другому, что непосредственно сказывается на повреждении продукции.
Проведем анализ общей технологической структуры отечественных и зару
бежных линий по содержанию технологических операций представленных в таб
лице 2.
Из анализа видно, что максимальное число переходов продукта на линиях
достигает 14, а это неизбежно приводит к значительному повреждению луковиц.
Одним из перспективных направлений в совершенствовании технологической схе
мы линии является снижение количества переходов продукта. Эта цель может быть
достигнута совмещением технологических операций на одной машине или агрега
те, что позволит также снизить энерго- и металлоемкость конструкций.
Сравнительная оценка отечественных и зарубежных линий для послеубо
рочной обработки лука показывает, что в зарубежных линиях отсутствует техноло
гическая операция удаления почвенных и растительных примесей. Это связано с
предварительной очисткой вороха лука на линиях первичной доработки, а это при
водит к увеличению повреждения продукта до 12 %. В отечественных линиях от
сутствует ориентация листьев в зону их отделения в результате чего резко снижа
ется количество луковиц со стандартно отделенными листьями (2-5 см).
312
Научная электронная библиотека ЦНСХБ