






 64 / 96
64 / 96

62
ПИЩЕВАЯ ПРОМЫШЛЕННОСТЬ
7/2007
ТЕХНИКА И ТЕХНОЛОГИЯ
Все предприятия пищевой отрасти
ведут непрерывную работу по улучше(
нию качества выпускаемой продукции.
Это касается улучшения технологичес(
ких, экономических и других показате(
лей. Однако, как правило, улучшение
характеристик одного показателя ведет
к ухудшению характеристик другого.
Оптимальное решение находится где(то
посередине.
Реализация полученного решения на
технологических линиях требует конт(
роля и соблюдения параметров техно(
логических процессов совместными
усилиями специалистами различных на(
правлений. Эта задача решается приме(
нением контрольно(измерительных
приборов, датчиков различного назна(
чения и систем автоматизированного
управления (АСУТП) для анализа дан(
ных, получаемых от перечисленных
приборов, и управления технологичес(
кими линиями в соответствии с зало(
женным заданием.
Налаженная работа оборудования
позволяет соблюдать все требуемые па(
раметры. Однако в случае отклонения от
заданного режима возникает задача
нахождения новых параметров работы
оборудования для обеспечения требуе(
мого качества продукта. При этом в про(
цессе регулирования следует отслежи(
вать технологические параметры с уче(
том технологических, экономических и
других требований. Таким образом, не(
обходимо провести многокритериаль(
ную оценку возможных вариантов регу(
лирования с целью нахождения опти(
мального решения.
Известные в настоящее время АСУТП
обеспечивают регулирование парамет(
ров только с учетом технологических
параметров. Для обеспечения регулиро(
вания с учетом других требований (на(
пример, экономических) нужно постро(
ить дополнительную систему управле(
ния. Для построения такой системы тре(
буется введение дополнительных про(
граммируемых компьютерных систем,
которые могли бы поддерживать более
сложные алгоритмы управления и позво(
лили бы на основании анализа матема(
тических моделей производить регули(
рование по выбранным критериям (эко(
номическим, технологическим и т. д.).
Внедрение подобных систем требует до(
полнительных вложений, а иногда и
изменения алгоритма управления техно(
логическими линиями, что усложняет и
удорожает процесс.
Необходимо разработать систему уп(
равления, которая позволит регулиро(
вать параметры технологических линий
на основе многокритериального анали(
за, а внедрение данной системы не по(
требует внесения изменений в алгоритм
управления и введения дополнительного
управляющего оборудования.
Существуют различные методы много(
критериальных оценок и принятий реше(
ний, а также систем автоматического
управления, основанных на некоторых
из них [1]. Для решения поставленной
задачи применим метод регулирования,
основанный на методе анализа иерар(
хий [2, 3]. Определим, какими функци(
ями должна обладать АСУТП для реали(
зации данного метода.
Система должна иметь возможность
введения начальных данных. Это может
быть ввод через систему визуализации,
а может быть ввод при составлении про(
граммы. Таким свойством обладают
практически все АСУТП. Далее необхо(
димо, чтобы система обеспечивала ввод
начальных значений параметров и воз(
можность их автоматического обновле(
ния в зависимости от состояния в про(
цессе работы, что также предусмотрено
данными системами. Для обработки
данных в соответствии с рассматривае(
мым методом необходимо, чтобы про(
граммируемый логический контроллер
мог осуществлять операции сложения,
вычитания, деления, умножения и срав(
нения для чисел с плавающей точкой [3].
Большинство производителей контрол(
леров, используемых в существующих
АСУТП, реализуют в своих контроллерах
основной набор команд: двоичная логи(
ка (определение фронта), сдвиги, опе(
рации с байтами данных; таймеры/счет(
чики; операции сравнения, преобразо(
вания; математические функции (вклю(
чая тригонометрические, степенные,
логарифмические); управление про(
граммой (скобки, переходы, вызовы);
установка точек прерывания; установка
входов/выходов.
Наличие данных функций позволяет
производить все математические опера(
ции для обработки алгоритма многокри(
териального анализа, основанного на
методе анализа иерархий и оценки кри(
териев [2].
Работу алгоритма можно отображать
через систему визуализации, но это не
является обязательным условием. Для
размещения программы также требуется
некоторый объем свободной памяти в
управляющем контроллере. Объем па(
мяти зависит от количества используе(
мых алгоритмов системы многокритери(
альной оценки, поскольку их может быть
несколько, одновременно отслеживаю(
щих работу различных параметров, а
также от сложности иерархии управле(
ния каждого из них.
Рассмотрим пример реализации дан(
ного метода в системе управления про(
цессом регулирования уровня в смеси(
тельном баке [2]. В этой системе управ(
ляющим является контроллер S7(300
Регулирование параметров
технологических линий
на основе многокритериального
анализа
А.В. Баринов, В.И. Карпов
Московский государственный университет пищевых производств
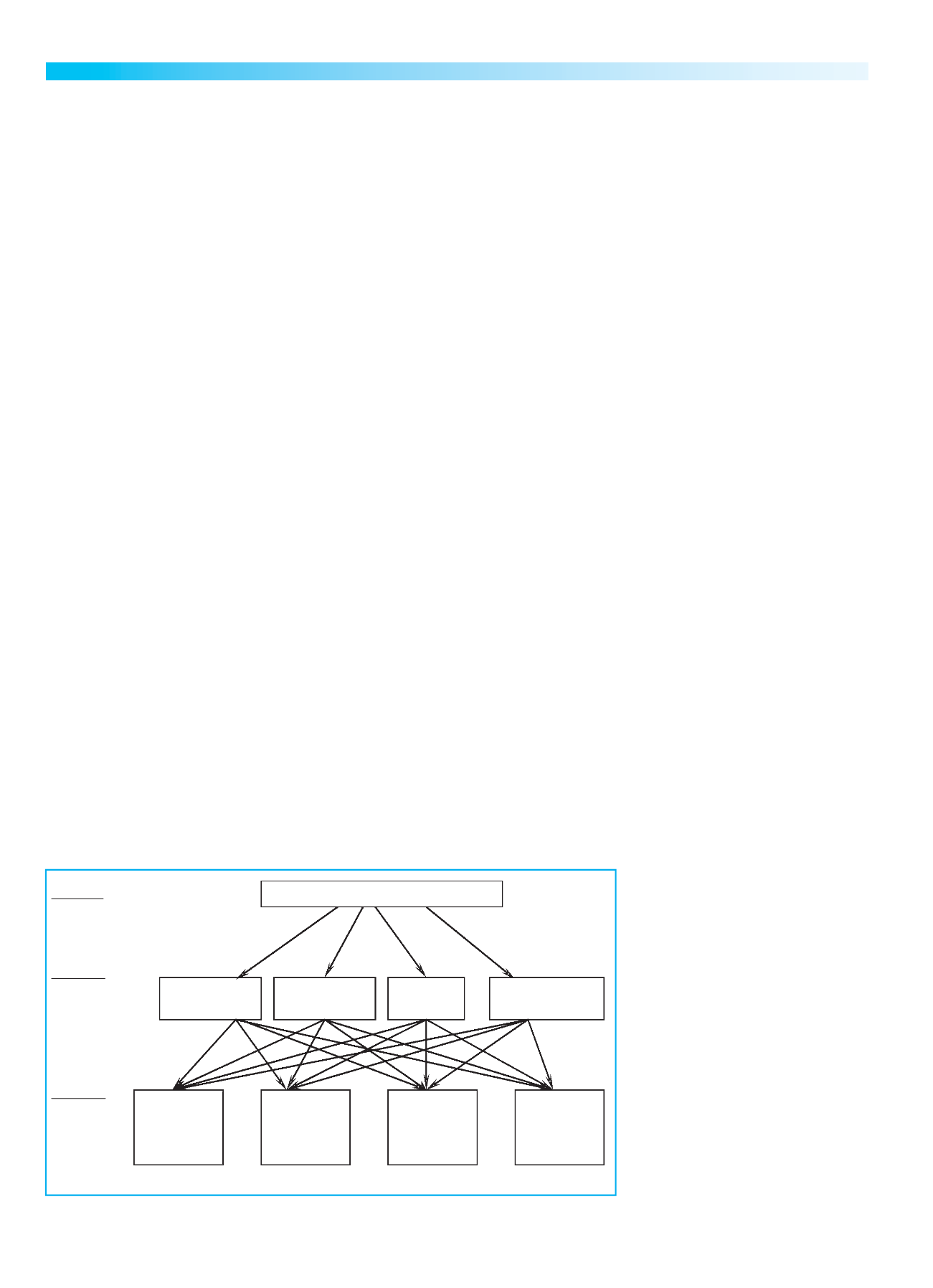
Уровень 1
Цель
регулирования
Уровень 2
Критерии
выбора
Уровень 3
Альтернативы.
Возможные
варианты
регулирования
Иерархия процесса регулирования
Регулирование уровня
Эффективность
Желательность
Стоимость
Технологическая
желательность
Увеличение
расхода
основной
массы «К
1
↑
»
Уменьшение
расхода
основной
массы «К
1
↓
»
Увеличение
расхода
добавки
«К
2
↑
»
Уменьшение
расхода
добавки
«К
2
↓
»
Электронная Научная СельскоХозяйственная Библиотека