







 38 / 60
38 / 60

36
ХРАНЕНИЕ и ПЕРЕРАБОТКА СЕЛЬХОЗСЫРЬЯ • № 5 • 2015
Х
од исследования
. В качестве пищевого ингреди-
ента, определяющего функциональность йогур-
та, был использован гидролизат подсырной
сыворотки, полученный в результате ферментативной
конверсии аллергенных молочных белков. Технология
получения функционального пищевого ингредиента
(ФПИ) была разработана в рамках Федеральной целе-
вой программы «Разработка новых биотехнологичес-
ких методов повышения функциональных свойств и
контроля качества кисломолочных продуктов» (шифр
заявки «2013-1.2-14-512-0013») [1, 2]. Показано, что
ФПИ, полученный с использованием мультифермен-
тной композиции (Alcalase 2,4L, Protamex), характе-
ризуется пониженным на порядок содержанием имму-
нореактивного молочного белка (сумма казеиновых
белков и
β
-лактоглобулина), сниженным в 1,5–10 раз
(в зависимости от концентрации общего азота в реак-
ционной среде) содержанием
α
-лактальбумина и сни-
женным в 30 раз содержанием бычьего сывороточного
альбумина. В опытах
in vitro
и
in vivo
доказано, что
помимо сниженной аллергенности молочные пептиды
ФПИ обладают такими важными биологическими
эффектами, как гипотензивное действие и антиокси-
дантная емкость [1, 2].
На начальном этапе разработки продукта функци-
ональной направленности были исследованы три
модельные системы йогурта с различным соотноше-
нием заквасочных культур
Lactobacillus bulgaricus
штамм Л 37/7 и
Streptococcus thermophilus
штамм 6 КБ
из коллекции Центральной лаборатории микробиоло-
гии ВНИМИ без использования ФПИ с целью оценки
их кислотообразующей активности. Модельные сис-
темы представляли собой заквашенную нормализо-
ванную смесь без стабилизирующих агентов и сухого
молока. В качестве сырья при выработке йогуртов
использовалось нормализованное молоко жирностью
УДК 637.034
Применение баромембранных процессов
в технологии йогурта функциональной направленности
К. А. РЯЗАНЦЕВА; канд. техн. наук А. Г. КРУЧИНИН; канд. техн. наук Е.Ю. АГАРКОВА;
д-р техн. наук, профессор, академик РАН В. Д. ХАРИТОНОВ
Всероссийский научно-исследовательский институт молочной промышленности, г. Москва
ПРОЕКТИРОВАНИЕ И МОДЕЛИРОВАНИЕ ПРОДУКТОВ ПИТАНИЯ НОВОГО ПОКОЛЕНИЯ
Наименование сырья, показатели сквашивания
Модельные системы йогурта (соотношение Л 37/7 и 6 КБ)
1
2
3
1/4
1/3
1/2
Молоко нормализованное с массовой долей жира 1,5%, %
95,0
95,0
95,0
Заквасочная культура Л 37/7, %
1
1,25
1,66
Заквасочная культура 6 КБ, %
4
3,75
3,3
Итого, %
100,0
100,0
100,0
Продолжительность сквашивания, мин
261
244
200
Активная кислотность, ед. pH
4,59
4,57
4,58
Таблица 1
Модельные системы йогуртов с различным соотношением заквасочных культур
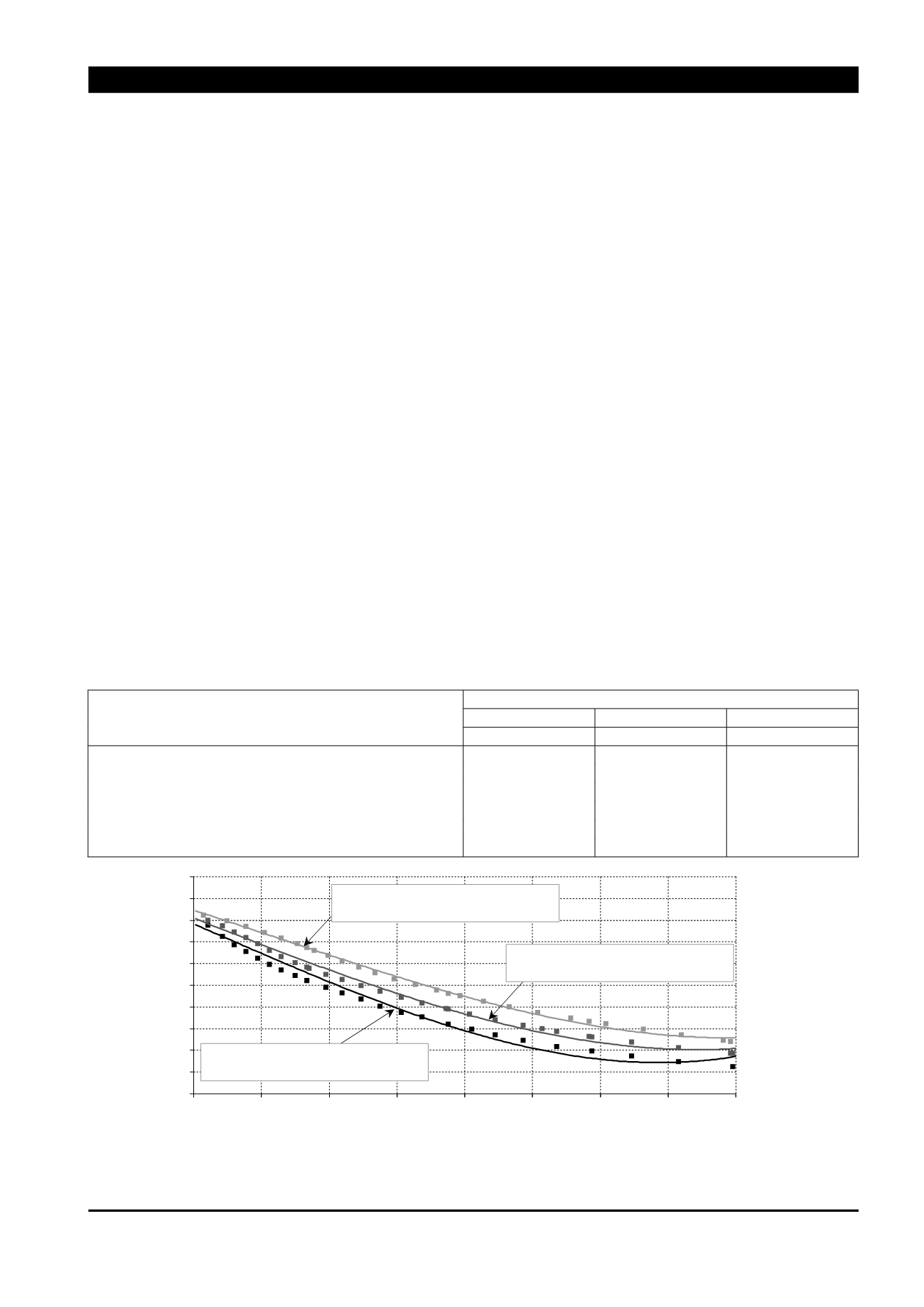
6,0
5,8
5,6
5,4
5,2
5,0
4,8
4,6
4,4
4,2
4,0
Продолжительность процесса, ч:мин:с
—
Модельная система 1
—
Модельная система 2
—
Модельная система 3
Активная кислотность, ед. pH
1:10:34
1:39:22
2:08:10
2:36:58
3:05:46
3:34:34
4:03:22
4:32:10
5:00:58
y
= 187,9
x
3
– 40,408
x
2
– 7,5192
x
+ 6,1359;
R
2
= 0,9973
y
= 183,43
x
3
– 26,83
x
2
– 10,923
x
+ 6,1976;
R
2
= 0,9936
y
= 266,05
x
3
– 44,452
x
2
– 11,155
x
+ 6,1885;
R
2
= 0,9907
Рис. 1
. Зависимость кислотообразующей активности заквасочных культур Lactobacillus bulgaricus штамм Л 37/7
и Streptococcus thermophilus штамм 6 КБ от их соотношения
Электронная Научная СельскоХозяйственная Библ
тека