







 62 / 102
62 / 102

60
ПИВО
и
НАПИТКИ
4
•
2007
ОБОРУДОВАНИЕ
Управление транспортерами
При помощи непрерывного точного ре-
гулирования скоростей транспортеров
в реальном времени данные системы по-
зволяют производить транспортировку
бутылок по транспортерам без излиш-
него давления, с оптимальной эффек-
тивностью, избегая при этом их по-
вреждения.
Функции
: управление одним или дву-
мя участками транспортеров при по-
мощи одного контрольного устройства;
сокращение пробелов между бутылками,
например между инспектором пустой бу-
тылки и блоком розлива; сведе
'
ние буты-
лок без давления; «электронная волна»
между машинами как дальнейшее раз-
витие механических блокировок.
Области применения
: линии роз-
лива в стеклянную или ПЭТ-бутыл-
ку, алюминиевую банку, контейнеры
из пластика.
Технические особенности
: устрой-
ство, управляемое при помощи микро-
процессоров; компактное исполнение
требует минимум места для монтажа;
возможно исполнение с 7-сегментным
дисплеем или с TFT-дисплеем и пользо-
вательской оболочкой; производитель-
ность до 72 000 контейнеров в час; авто-
матическое сохранение данных.
Преимущества
: управление в
режиме реального времени повышает
производительность линии розлива
в целом; транспортировка без давле-
ния позволяет избежать «потертостей»
на стеклянных и пластиковых бутыл-
ках, а также повреждений алюмини-
евых банок; существенное снижение
шума по сравнению с традиционной
техникой; быстрый переход на различ-
ные сорта бутылок благодаря запро-
граммированным блокам параметров;
разработка и выполнения проекта «под
ключ»; полная совместимость с суще-
ствующими системами управления
на базе промышленных контроллеров;
контрольная панель или терминал
с поддержкой текстовых сообщений
для быстрого устранения неисправно-
стей; TX-версия с полной поддержкой
сети.
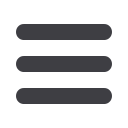
Система управления конвейерами
Speedy, тип 1
Данная система может быть полностью
интегрирована в инспектор пустой бу-
тылки (ИПБ) или установлена отдельно,
а также предназначена для линий произ-
водительностью до 16 000 конт./ч. Эта
система может контролировать до 3 пре-
образователей частоты около инспектора
пустой бутылки, тем самым гарантируя
равномерный поток контейнеров. Она
осуществляет постоянный мониторинг
потока контейнеров перед блоком роз-
лива и адаптирует скорость конвейера
соответственно; позволяет контролиро-
вать до 3 конвейеров [подающий конвей-
ер ИПБ, конвейер ИПБ, опциональный
переходный конвейер (для более мягкого
потока контейнеров)].
Блок контроля осуществляет мони-
торинг потока контейнеров и управле-
ние соединенными конвейерами. Он со-
стоит из программируемой логической
карты и управляется переключателями
инспектора.
Модули инспектирования переда-
ют соответствующие сигналы на блок
управления. Заторы контейнеров и их
недостаток контролируются и компен-
сируются.
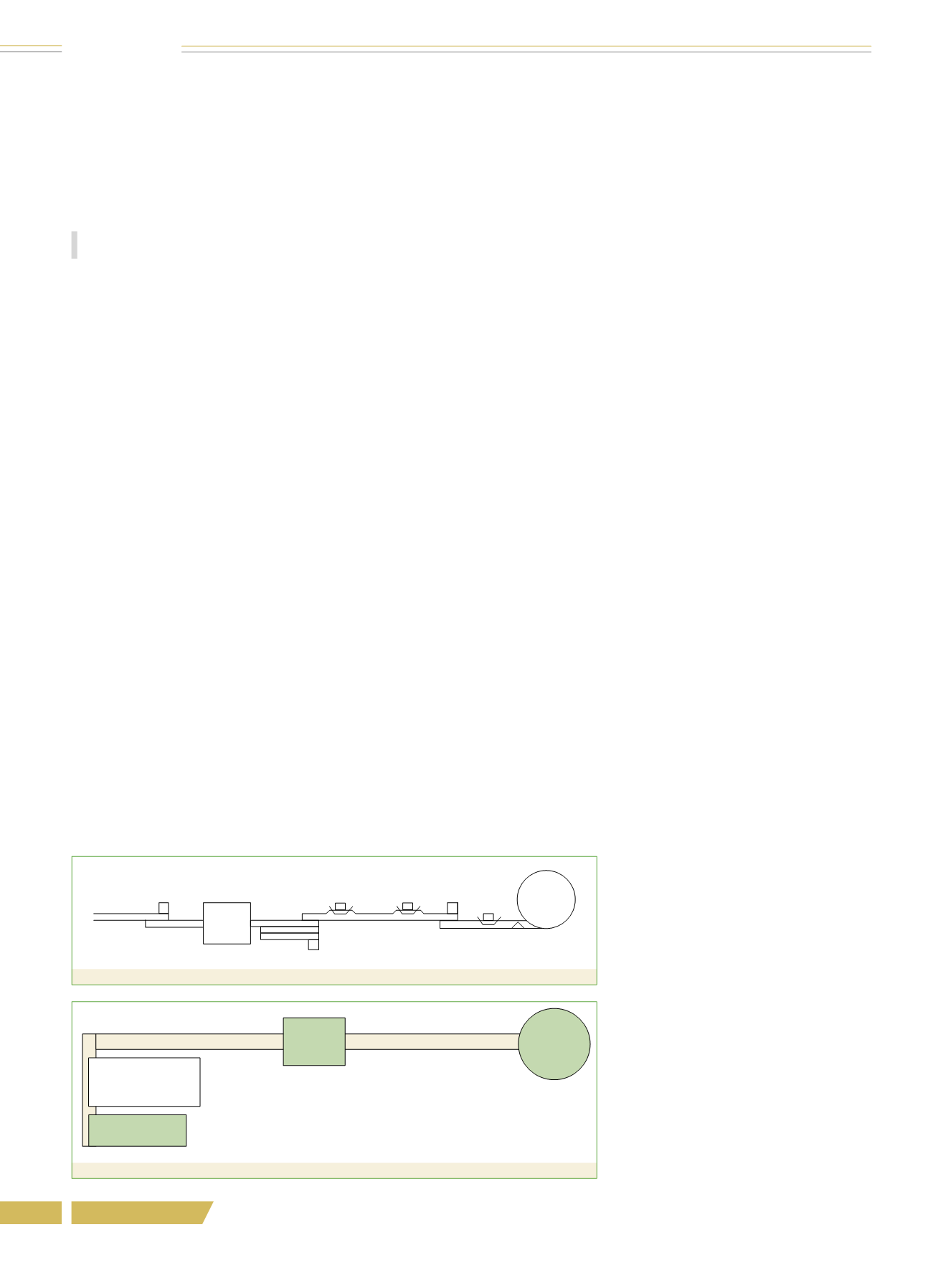
Система управления конвейерами
Syncron, тип 2
Для линий с производительностью
до 150 000 конт./ч, требования к эф-
фективности которых более строгие,
подходит система управлений конвей-
ерами 2-го типа.
Эта система способна управлять дву-
мя отдельными цепями регулирования,
а также выполняет дополнительные
функции в цехе розлива, которые обыч-
но реализуются отдельным программи-
руемым логическим контроллером.
Эффективная работа данной систе-
мы позволяет осуществлять аккурат-
ный контроль разделения контейнеров
или промежутков между ними. Поэтому
контейнеры перемещаются мягко даже
в случае высокой производительности
линии и больших скоростей конвейера.
Более того, достигается существенное
снижение уровня шума.
Данная модульная система разрабо-
тана для контроля оборудования кон-
вейера и служит для управления пото-
Управление конвейерами
на современных
линиях розлива
Материал подготовлен специалистами
ООО «Хойфт Евразия» (Москва)
В наши дни, когда технический прогресс достиг высочайшего уровня, появи-
лась острая необходимость в современном оснащении линий розлива.
Одним из наиважнейших вопросов здесь остается управление конвейерами,
так как от него зависит работа всей линии. Насколько согласована работа
конвейеров и отдельных машин в составе линии, в конечном итоге определя-
ет ее производительность. Следствие этой работы — реальное увеличение
или снижение прибыли предприятия.
Существует множество разработок по управлению конвейерами, об одной
из них мы расскажем в данной статье.
M
M
M
Подающий конвейер
ИПБ
Конвейер ИПБ
Промежуточный конвейер (опция)
Блок
розлива
Контрольная цепь—центральная машина
Контрольная цепь—основная машина
Двухэтапная
контрольная цепь —
нехватка
Центральная
машина
(ИПБ)
Основная
машина
(блок
розлива)
Рис. 1. Система управления конвейерами Speedy, тип 1
Рис. 2. Система управления конвейерами Syncron, тип 2
Бутыломоечная
машина
Электронная Научная СельскоХозяйственная Библиотека